Назначение технологического маршрута обработки
Технология изготовления
Технологический процесс изготовления детали
Исходные данные:
Исходными данными для выполнения курсового проекта являются чертеж детали и годовая программа выпуска изделий.
Годовая программа N=12000 штук.
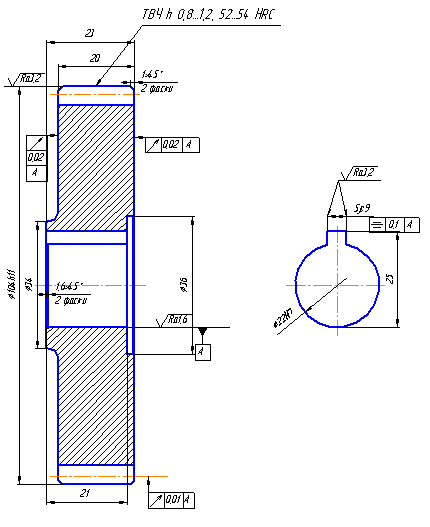
Рисунок 1.1 – Общий вид шестерни.
Назначение детали
Шестерня ведомая входящая в состав головки приспособления для проверки резьбы предназначена для передачи крутящего момента с ведущего шпинделя на ведомый.
Описание конструкции и условий ее работы в механизме
Шестерня входящая в состав головки приспособления для проверки резьбы имеет один венец. Венец находится в постоянном зацеплении с ведущей шестерней ведущего шпинделя.
Материал детали, механические свойства и вид ТО
Шестерня изготовлена из стали 20 ГОСТ1050-74. Масса шестерни 1,3 кг. Сталь 20 имеет следующие механические свойства:
1) твердость отожженной стали 156 HB;
2) предел прочности 520 МПа;
3) предел текучести 260 МПа;
4) относительное удлинение 26%;
5) относительное сужение 55%;
6) ударная вязкость 11 Дж/см;
7)углерод С 0,17…0,23
8)кремний Si 0,17…0,37
9)марганец Mn 0,35…0,65
Поверхность венца ведомой шестерни с ∅104 мм подвергаются цементации и закалке до твердости 50…54 HRC.
Расчет величины партии детали
Определим величину партии, запускаемой в производство одновременно:
 , шт;
, шт;
где а – периодичность запуска данной детали в днях; а=24;
|
|
|
d - количество рабочих дней в году, примем d=253;
N – годовая программа;
 =12000·24/253 = 1138,3 шт;
=12000·24/253 = 1138,3 шт;
Примем размер партии равным 1140 деталей.
Анализ технологичности конструкции
Выбор способа получения заготовки
Выбор заготовки производится на основе технико-экономического анализа. Это делается путем вычисления и сравнения себестоимости Ci различных i-ых вариантов получения заготовок. Общая себестоимость и качество детали складывается из себестоимости и качества заготовки и себестоимости и качества ее обработки.
Расчет себестоимости осуществляется по следующим зависимостям:
-отливка

где mот- масса отливки, кг
mот=5%·mД+ mД=1,3·0,05+1,3=1,365кг
mД – масса детали
ц1м - цена 1 кг жидкого металла, ц1м=0,19$
Сл – стоимость литейных работ,
Сл=0,008·mот=0,008·1,365=0,01$
qл- накладные расходы литейного цеха (qл =50-100%). Примем qл =60%
Смод – стоимость модели, Смод= mот
nмод- количество заготовок, изготавливаемых с помощью одной модели
В - минутная заработная плата рабочих (В=0,02...0,04, долл/мин). Примем В=0,03$/мин
Тшк - штучно-калькуляционное время
Тшк=0,01l0k=3,2мин
где l0-длина обработки, l0= 2∙110 + 76 +23 = 320 мм
|
|
|
k - количество проходов инструмента, k=1
q - накладные расходы, q=100%
Cот=1,365·0,19+0,01·(1+60/100)+ 1,365/12000 +0,03·3,2·(1+100/100)=0,29$
-поковка
Сп=mшц1пр+ВТшк (1+  )+Сшт(1+
)+Сшт(1+  )
)
где mш-масса прутка перед штамповкой,кг(на 10-30% больше массы готовой детали)
mш=10%·mд+ mд=1,3·0,1+1,3=1,43кг
ц1пр – цена одного кг проката
Сшт-стоимость штамповочных работ,Сшт=0,01mш=0,014$
qшт- накладные расходы штамповочного цеха, qшт=50-100%, qшт=50
СШТ=1,43·0,19+0,03·3,2·1,5+0,014·1,5=0,25$
Наиболее экономически выгодным методом для изготовления данной детали является изготовление детали штамповкой.
Заготовка будет иметь вид и размеры, показанные на рисунке 2.

|
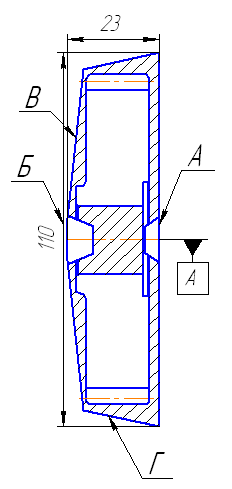
Рисунок 2-Эскиз заготовки.
Назначение технологического маршрута обработки
Разработаем маршрут изготовления детали.
Таблица 1 -Маршрут обработки детали.
| N опер. | Наименование операции и перехода | Оборудование |
| 1 | 2 | 3 |
| 005 | Токарная 1. Подрезать торец А Æ 110 мм. на t = 3мм. 2.Сверлить сквозное отверстие Æ 10 мм. 3.Рассверлить отверстие Æ 10 мм. до Æ 21,5 мм. 4.Развернуть отверстие Æ 21,5 мм. до Æ 22Н7 мм. на длине L = 21 мм. 5. Рассверлить отверстие Æ 21,5 мм. до Æ 36 мм. на длине L = 2 мм. | Токарно-винторезный станок 1А64. Привод 2 – х кулачковый патрон. |
| 010 | Протяжная 1.Протянуть шпоночный паз по Æ 22Н7 мм. шириной 5js9 мм. в размер L = 25 мм. | Горизонтально – протяжной станок 7Б510 |
| 015 | Токарная 1.Подрезать торец Б Æ110 мм. на t = 3мм. 2.Обточить поверхность В с Æ 110 мм. до Æ 34 мм. на L = 3 мм. 3. Обточить поверхность В с Æ 110 мм. до Æ 105,5 мм. на L = 20 мм. 4. Снять фаску 1,6х45 на Æ22 мм | Токарно-винторезный станок 1А64. Способ установки: на оправке. |
| 020 | Зубофрезерная 1.Нарезать зубья червячной фрезой на диаметре 105,5 мм по длине 20 мм с делительным диаметром, равным 100 мм, а также z = 50 и m = 2. | Зубофрезерный станок 5В312. |
| 025 | Шевинговальная 1.Шевинговать зубья на Æ 105,5 мм по длине 20 мм с модулем m = 2 мм и z = 50. | Зубошевинговальный станок 5702В |
| 030 | Термическая 1.Цементировать поверхность зубьев 2.Закалить поверхность зубьев до твердости 50…54 HRC h = 0.8…1.2 мм. | Закалочная печь. Максимальная температура закалки в печи 1250°С |
|
|
|
Расчет припусков
Припуски на обработку цилиндрических поверхностей вычисляются по нижеследующим зависимостям (2.7)[5]:
2Zmin=2(Rz(i-1)+Hi-1+  ),
),
где Rz(i-1)—шероховатость данной поверхности после предыдущей операции, мм
Hi-1—глубина поверхностного слоя, мм
ρi-1—величина пространственных отклонений формы данной поверхности, мм
|
|
|
εi-1—погрешность установки заготовки на данной операции, мм.
Рассчитаем припуски на поверхность с диаметром 22 мм.:
–черновое точение
2Zmin=2(0,1+0,2+  )=2∙1,33 мм
)=2∙1,33 мм
–чистовое точение
2Zmin=2(0,05+0,05+  )=2∙0,62 мм
)=2∙0,62 мм
–шлифование
2Zmin=2(0,03+0,03+  )=2∙0,15 мм
)=2∙0,15 мм
Наибольшие и наименьшие предельные размеры вычисляем прибавлением допуска к наименьшему предельному размеру:
Схема графического расположения припусков и допусков на обработку поверхности Æ22Н7(+20) мм показана на рисунке 4.
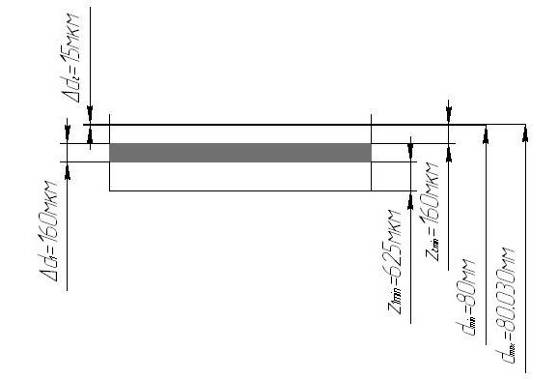
Рисунок 4 - Схема графического расположения припусков и допусков на обработку поверхности Æ22Н7(+30) мм
Припуски и допуски на обработку остальных поверхностей занесем в таблицу.
Таблица 2.4 – Выбранные припуски на механическую обработку детали.
| Технологические переходы обработки | Rz | Н |
|
 Мы поможем в написании ваших работ! |

