Расшифровка информации напрограммоносителе(перфоленте)
Цель работы: понять как записывается информация УП на программоносителе, в качестве примера на перфоленте.для этого необходимо прочитать участок ленты с записью кадра.
Пояснение к работе.
Пример записи главного кадра для сверлильного станка с УЧПУ «Координата С-70» (тот же кадр, что и для УЧПУ 2П32-3)
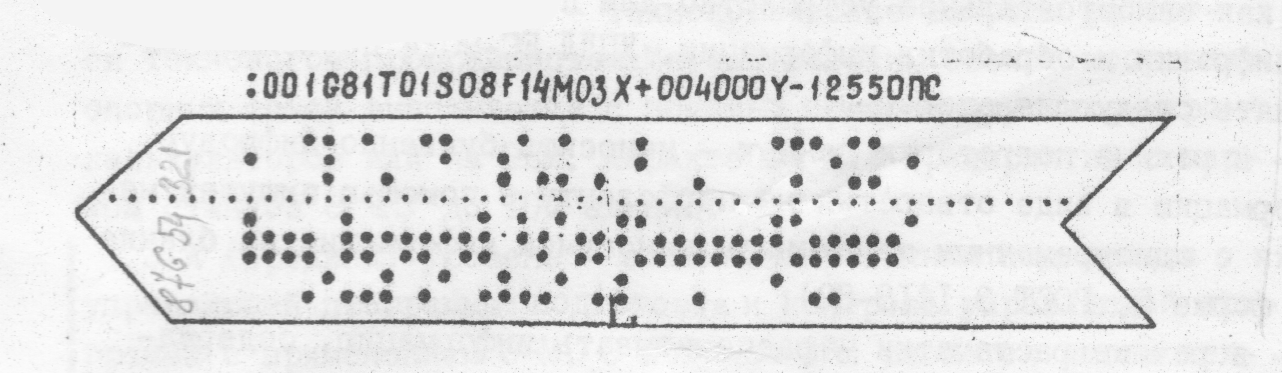
: 001 G81 T01 S80 F14 M03 X+004000 Y-12550ПС
: 001 – кадр №1 (главный); G81 – постоянный цикл сверления; T01 – инструмент в позиции 1 револьверной головки; S80 – частота вращения шпинделя; F14 – подача; M03 – вращение шпинделя по часовой стрелке; X+004000, Y-12550 – координаты точки: х=+40 мм, у=-125,5 мм; ПС- конец кадра.
Участок ленты-программы с записью этого кадра:
Пример записи кадра для токарного станка с УЧПУ Н22-1М:
N003 G01 Z-05000 F10600 L23LF
N003 – кадр №3; G01 – линейное перемещение с пятизначным числом геометрической информации; Z-05000 – перемещение по оси Z к детали на 50 мм; F10600 – подача, 1-й диапазон, 600 мм/мин; L23 – корректор №3 по оси Z; LF – конец кадра.
Участок ленты-программы с записью этого кадра:

Задание студентам: для наглядности информацию УП легче наблюдать на перфоленте.для этого необходимо прочитать участок ленты программоносителя с записью кадра. При этом необходимо знать двоично-десятичную систему счисления в которой записывается код YSO-7bit (ГОСТ 13052-74) и название команд (функций).
Варианты работы выдаются студентам в виде отрезков перфоленты с подписью преподавателя.
В отчёте студенты записывают команды ( функции) пробитые на перфоленте
|
|
|
Контрольные вопросы:1Как обозначаются подготовительные функции УП?
2Как обозначаются вспомогательные функции УП?
3. Как обозначается номер кадра и главный кадр?
Литература: « Программирование для автоматизированного оборудования» Под редакцией Ю.М. Соломенцева.М. Высшая школа.2003 Стр.85-121
Практическая работа №3
Разработка УП обработки групп отверстий на станке с ЧПУ
Цель работы: научиться разрабатывать эскиз наладки сверлильного станка с ЧПУ, разрабатывать УП обработки детали при выполнении последовательно стандартных циклов обработки отверстий с нарезкой резьбы.
Пояснение к работе:Пример разработки карты наладки на сверлильную операцию:

. Инструментальная наладка по гнёздам:
1. Т01 – сверло (  ) диаметром 16 мм.
) диаметром 16 мм.
2. Т02 – сверло  мм - для сверления отв. 1 и 2.
мм - для сверления отв. 1 и 2.
3. Т03 – развертка  мм.
мм.
4. Т04 – сверло  мм.
мм.
5. Т05 – метчик М6 – для нарезки резьбы.
6. Т06 – сверло  мм – для сверления отв. 6.
мм – для сверления отв. 6.
Управляющая программа:
%LF
N001G90G80T0101LF
N002F40S500M06LF
N003G59x30y85z176LF
N004G00G60x20y20LF
N005G82R2z-6M08LF
N006G00z1LF
N007G00G60x150LF
|
|
|
N008G82R2z-6M08LF
N009G00z1LF
N010x105y40LF
N011G82R2z-3,5M08LF
N012G00z1LF
N013x52,5y70,31LF
N014G82R2z-3,5M08LF
N015G00z1LF
N016y9,69LF
N017G82R2z-3,5M08LF
N018G00z1LF
N019G80T0202LF
N020F100S1000M06LF
N021G00G60x20y20LF
N022G83R2z-10LF
N023z-17,5F80LF
N024G00z1LF
N025x150LF
N026G83R2z-10F100LF
N027z-17,5F80LF
N028G00z1LF
N029G80T0404LF
N030F100S1400M06LF
N031G00G60x105y40LF
N032G84R2z-9F100LF
N033z-13,5F80LF
N034G00z1LF
N035G00G60x52,5y9,69LF
N036G84R2z-9F100LF
N037z-13,5F80LF
N038G00z1LF
N039G00G60x52,5y9,69LF
N040G84R2z-9F100LF
N041z-13,5F80LF
N042G00z-1LF
N043G80T0303LF
N044F50S125LF
N045G00G60x20y20LF
N046G89R2z-18LF
N047G00z1LF
N048G60z150LF
N049G89R2z-18LF
N050G00z1LF
N051G80T0505LF
N052M06LF
N053G95F1S25M03LF
N054G85R2LF
N055G00G60x105y40LF
N056G85z-17LF
N057M04z1LF
N058G00G60x52,5y70,31LF
N059G95F1S25M03LF
N060G85R2z-17LF
N061M04z1LF
N062G00G60x52,5y9,69LF
N063G95F1S25M03LF
N064G85R2z-17LF
N065M04z1LF
N066G80T0606LF
N067M06G94LF
N068G00G60x70y40LF
N069G86G96F50S200LF
N070R2z-22LF
N071G00z1LF
N072G80G59x0y0z0M09
N073G00x0y560M00LF
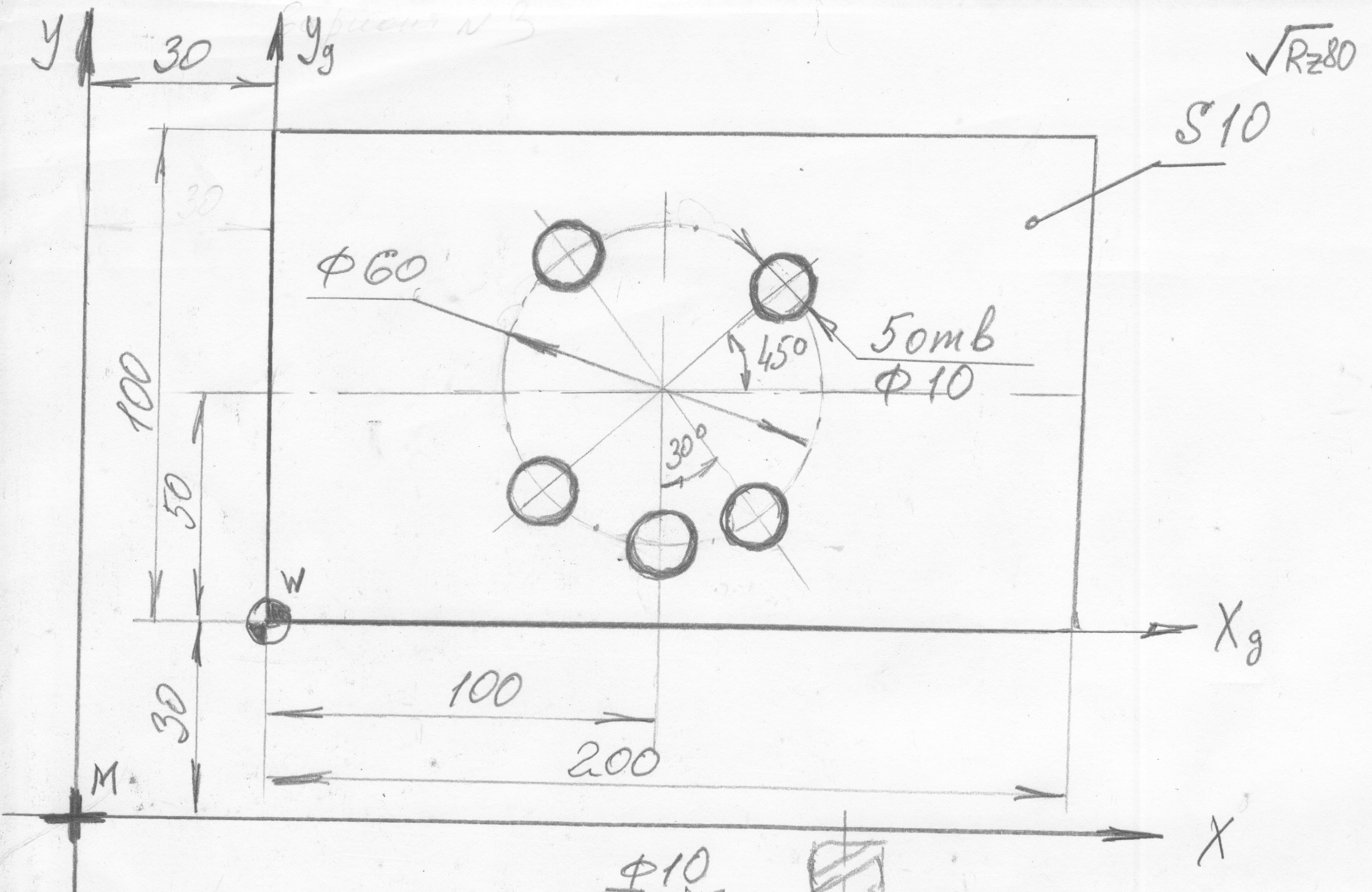
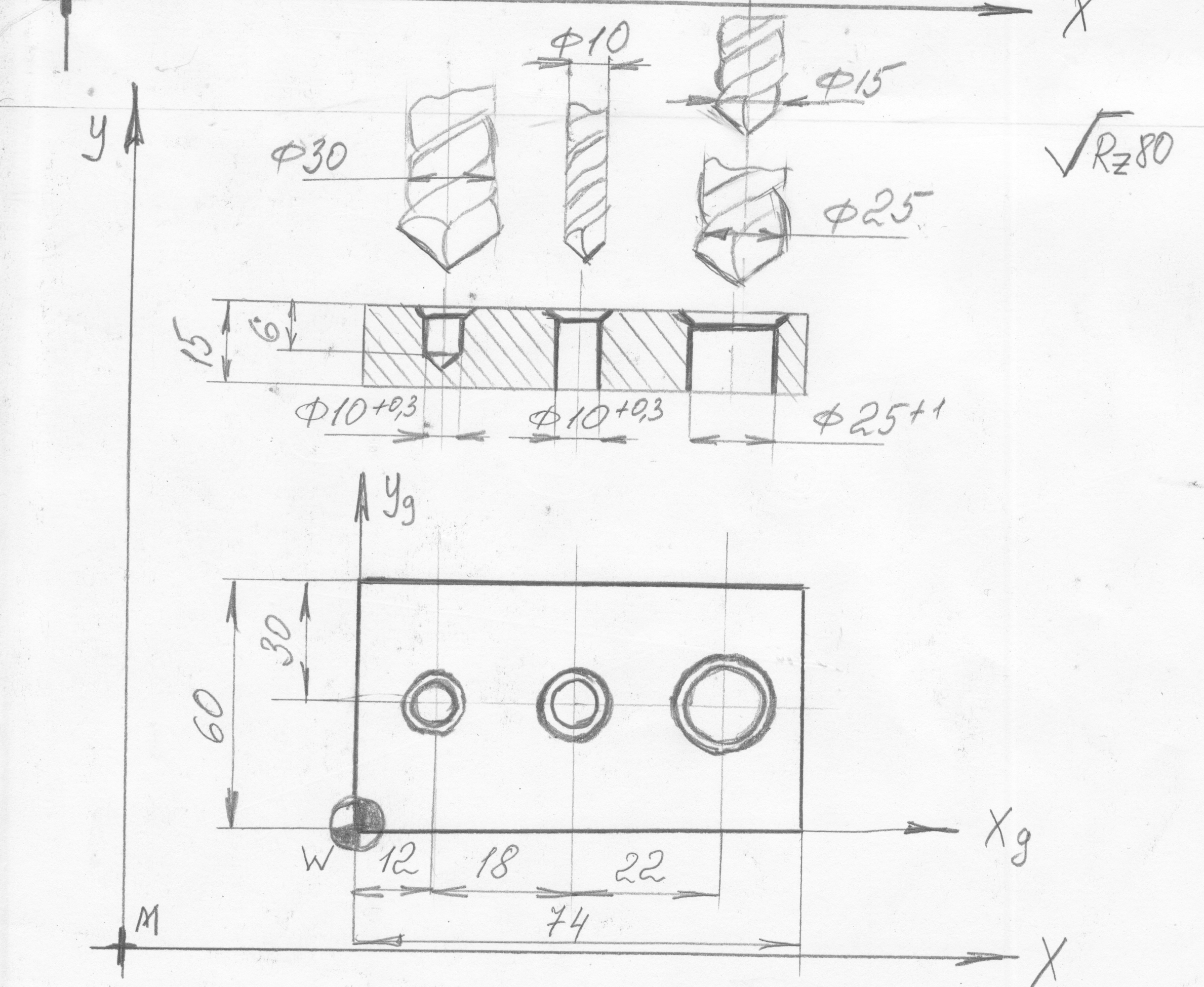
Варианты для выполнения практической работы №3:
Вариант №1:

Вариант №2:

Вариант №3:
Вариант №4:
Задание студентам: При домашней подготовке изучить переходы обработки отверстий на сверлильном станке , повторить обозначение подготовительных , вспомогательных функции, способы задания технологических команд.
На эскизе показать циклограмму движения инструмента, начиная с нулевой точки.
Контрольные вопросы: 1.Перечислите переходы при обработке отверстий на сверлильном станке
|
|
|
2 Расскажите о последовательности переходов при обработки отверстий.
3. Что называется циклограммой?
4.Покажите центры режущего инструмента по которому определяют траекторию движения .
Литература: «Программирование для автоматизированного оборудования» Под редакцией Ю.М. Соломенцева.М. Высшая школа.2003 Стр.263-186.
Практическая работа №4
Разработка циклограммы движения инструмента при обработке на токарном станке.
Цель работы: научиться составлять циклограмму движения инструмента при обработке на токарном станке, учитывая необходимое получение точности и качество
обработанной поверхности.
Пояснение к работе. Пример построения траектории инструмента на токарной обработке:

Управляющая программа обработки вала на токарном станке:
%LF
N001G90G00G60x30z140LF
N002z121M08LF
N003G01z95,5F85S800LF
N004G96x58z71S75LF
N005G91z-11LF
N006G53x0z84LF(смещение начала координат в точку 3’)
N007G90G10B54,3A+135G60LF
N008G11G96B(54,3+21)F45S75LF
N009G04LF
N010G11G96B79,3A+148F45S75LF
N011G00G90x85M09LF
N012x45z150LF
N013M02LFВарианты для выполнения практической работы №4:
1 вариант – обработка одним резцом:

2 вариант – обработка одним резцом:
|
|
|

3 вариант – обработка двумя резцами:

4 вариант – обработка двумя резцами:

5 вариант – обработка одним резцом:

Задание студентам: При домашней подготовке изучить переходы токарной обработки, подготовительные , вспомогательные функции, способы задания технологических команд. На эскизе показать циклограмму движения инструмента, начиная с нулевой точки.
Контрольные вопросы: 1.Перечислите переходы при токарной обработке.
2Расскажите о обобщённой последовательности переходов при токарной обработки.
3. Что называется циклограммой?
4.Покажите центры режущего инструмента по которому определяют траекторию движения .
Литература: «Программирование для автоматизированного оборудования» Под редакцией Ю.М. Соломенцева.М. Высшая школа.2003 Стр.262-309.
Практическая работа №5
Дата добавления: 2018-02-28; просмотров: 3539; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!