Основные параметры шпонки и паза по ГОСТ 23360–78
– ширина шпонки b=18 мм;
– высота h=11 мм;
– длина l=50 мм;
– глубина паза вала t1=7,0+0,2 мм;
– глубина паза втулки t2=4,4+0,2 мм;
– размер d-t1 = 60 – 7 = 53 мм;
– размер d+t2 = 60 + 4,4 = 64,4 мм;
Поля допусков и предельные отклонения размеров по ГОСТ 25347–82, 23360–78
– диаметр втулки d60 H7 (+0,03);
– диаметр вала d60 n6 (  );
);
– ширина паза вала 18 P9 (  );
);
– ширина паза втулки 18 P9 ( );
– ширина шпонки 18 h9 (–0,043);
– высота шпонки 11 h11 (–0,11);
– длина шпонки 50 h14 (–0,43);
– размер d-t1 53–0,2 мм;
– размер d+t2 64,4 +0,2 мм.
Схема полей допусков по « b »
Схема полей допусков по «b» приведена на рисунке 24.

Рисунок 24. Схема полей допусков по «b»
Для посадки 18 P9/h9  :
:
NMAX = 0 – (–0,061) = 0,061 (мм);
SMAX = –0,018 + 0,043 = 0,025 (мм).
Посадка по «b» одинакова для соединений «паз вала – шпонка» и «паз втулки – шпонка». Обе посадки переходные в системе вала.
Схема полей допусков всего шпоночного соединения приведена на рисунке 25.
Эскиз вала и втулки шпоночного соединения приведен на рисунке 26.
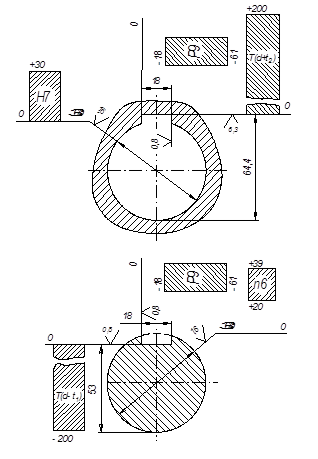
Рисунок 25. Схема полей допусков шпоночного соединения
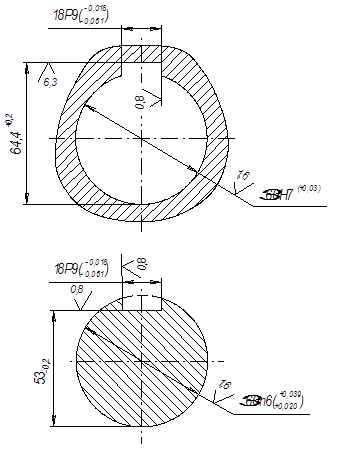
Рисунок 26. Эскиз вала и втулки шпоночного соединения
Размерные цепи
Составить схему размерной цепи с указанием увеличивающих и уменьшающих звеньев. Определить номинальный размер и допуск замыкающего звена. Произвести расчет размерной цепи, определив точность размерных составляющих методом максимума – минимума (способ допусков одного квалитета).
|
|
|
Исходные данные:
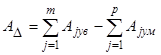
Схема размерной цепи для узла номер 3 приведена на рисунке 27.

Рисунок 27. Схема расчетной размерной цепи
Размер А1 – увеличивающий (звена);
А2, А3, А4 – уменьшающие (звена);
АD – замыкающий (звена).
Отклонения замыкающего звена:
es(АD) = +80 мкм;
ei(АD) = – 280 мкм;
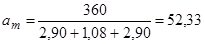
Номинальное значение замыкающего размера
где: m – количество увеличивающих размеров;
p – количество уменьшающих размеров.
АD = 240 – (18+200+18)=4 (мм)
АD = 4 
Величина допуска замыкающего размера

TАD =0,08 – (–0,28) = 0,36 (мм) = 360 (мкм)
Определяем квалитет, в котором выполнены составляющие размерной цепи
Число единиц допуска:

где: n – количество составляющих размерной цепи;
i – единица допуска для выбранного диапазона размеров.
i1 = 2,90 для A1 = 240 мм (180…250),
i2 = 1,08 для А2 = А4 = 18 мм (10…18),
i3 = 2,90 для А3 = 200 (180…250);
По ГОСТ 25346–82 определяю квалитет.
Для 9 квалитета a cm = 40, для 10 квалитета a cm = 64. Ближайший квалитет по числу аm – 10 квалитет.
За корректирующий размер принимаю A1=240 мм – увеличивающий (240+0,185).
|
|
|
Составление размерной цепи
А2 = А4 = 18 мм; ТА2 = ТА4 = 70 (мкм)=0,07 (мм); на чертеже 18–0,07;
А3 = 200 мм; ТА3 = 185 (мкм)=0,185 (мм); на чертеже 200 – 0,185.
8.5 Величина допуска Акор
ТАкор = 360 – (70 + 185 + 70) = 35 (мкм).
8.6 Предельные отклонения Акор (увеличивающий размер)

Es(Акор) = 80 – 0 + (–70 – 185 – 70) = –245 (мкм);

Ei(Акор) = –280 – 0 + (0+0+0) = –280 (мкм).
Акор= 240  .
.
Проверка
1) 
360 = 35 + 70 +185 + 70
360 = 360
2) 
80 = –245 – (–70 –185 – 70)
80 = 80

–280 = –280 – 0
–280 = –280
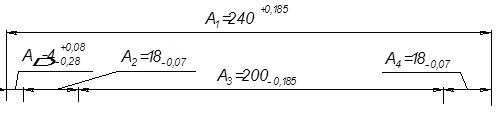
Рисунок 28. Схема рассчитанной размерной цепи с отклонениями
Зубчатые соединения
Исходные данные: узел номер 3, m=4,5, z=37, точность зубчатого
колеса 8-D (табл. 2.8 []). Диаметр посадочного отверстия dВ = D3 = 60 мм (по чертежу узла). Показатели контроля норм точности 5; 1; 2; 3 (табл. 2.9 []).
Характеристика зубчатого колеса
– модуль m=4,5 мм;
– число зубьев z=37;
– кинематическая точность – 8;
– норма плавности – 8;
– норма контакта – 8;
– норма бокового зазора – D.
9.2 Показатели норм точности (табл. 2.10)
Fvwr – колебание длины общей нормали;
f 'ir – местная кинематическая погрешность зубчатого колеса;
Fkr – суммарная погрешность контактной линии;
|
|
|
– Ews – наименьшее отклонение длины общей нормали для зубчатого колеса с внешними зубьями;
Tw – допуск на длину общей нормали.
Колебание длины общей нормали Fvwr – разность между наибольшей и наименьшей действительными длинами общей нормали в одном и том же зубчатом колесе.
Под действительной длиной общей нормали понимается расстояние между двумя параллельными плоскостями, касательными к двум разноименным активным боковым поверхностям зубьев зубчатого колеса.
Местная кинематическая погрешность зубчатого колеса f 'ir – наибольшая разность между местными соседними экстремальными (минимальным и максимальным) значениями кинематической погрешности зубчатого колеса в пределах его оборота (рисунок 29).
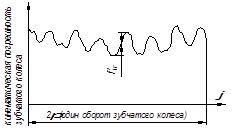
Рисунок 29. Кинематическая погрешность зубчатого колеса
Суммарная погрешность контактной линии Fkr – расстояние по нормали между двумя ближайшими друг к другу номинальными контактными линиями, условно наложенными на плоскость (поверхность) зацепления между которыми размещается действительная контактная линия на активной боковой поверхности (рисунок 30).
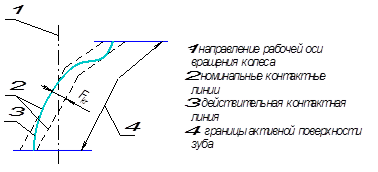
Рисунок 30. Действительная контактная линия
Таблица 9.1 Числовые значения показателей норм точности (по ГОСТ 1643–81), мкм.
|
|
|
| Наименование показателя норм точности | Условное обозначение | Числовое значение |
| 1. Колебание длины общей нормали | Fvwr | 50 |
| 2. Местная кинематическая погрешность зубчатого колеса | f 'ir | 50 |
| 3. Суммарная погрешность контактной линии | Fkr | 50 |
| 4. Наименьшее отклонение длины общей нормали для зубчатого колеса с внешними зубьями | -Ews | 50 |
| 5. Допуск на длину общей нормали | Tw | 100 |
Дата добавления: 2020-04-08; просмотров: 191; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!