Контроль подготовки деталей под сварку
.
БИЛЕТ № 6
1. Деформации и напряжения деталей при сварке, причины возникновени
Процесс, при котором в результате воздействия силы форма и размер твердого тела изменяют свою форму, называется деформацией. Различаются следующие ее виды:
упругая, при которой тело восстанавливает исходную форму, как только действие силы прекращается. Такая деформация, как правило, бывает незначительной, например для низкоуглеродистых сталей она составляет не более 0,2
остаточная (пластическая), возникающая в том случае, если тело после устранения воздействия не возвращается в первоначальное состояние. Этот вид деформации характерен для пластичных тел, а также отмечается при приложении к телу очень значительной силы. Для пластической деформации нагретого металла, в отличие от холодного, требуется меньше нагрузки.
Степень деформации зависит от величины приложенной силы, т. е. между ними прослеживается прямо пропорциональная зависимость: чем больше сила, тем сильнее деформация.
Силы, которые действуют на изделие, делятся на:
внешние, к которым относятся собственно вес изделия, давление газа на стенки сосуда и пр. Такие нагрузки могут быть статическими (не изменяющимися по величине и направлению), динамическими (переменными) или ударными;
внутренние, возникающие в результате изменения структуры металла, которое возможно под воздействием внешней нагрузки или, например, сварки и др. Рассчитывая прочность изделия, внутреннюю силу обычно называют усилием.
|
|
|
Величину усилия характеризует и напряжение, которое возникает в теле в результате этого усилия. Таким образом, между напряжением и деформацией имеется тесная связь.
Появление деформации в сварных конструкциях объясняется возникновением внутренних напряжений, причины которых могут быть разными и подразделяются на две группы.
К первой относятся неизбежные причины, которые обязательно возникают в ходе обработки изделия. При сварке это:
1. Кристаллизационная усадка наплавленного металла. Когда он переходит из жидкого состояния в твердое, его плотность возрастает, поэтому изменяется и его объем (это и называется усадкой), например уменьшение объема олова в таком случае может достигать 26 %. Данный процесс сопровождается растягивающими напряжениями, которые развиваются в соседних участках и влекут за собой соответствующие им напряжения и деформации. Усадка измеряется в процентах от первоначального линейного размера, а каждый металл или сплав имеет собственные показатели
Напряжения, причиной которых является усадка, увеличиваются до тех пор, пока не наступает момент перехода упругих деформаций в пластические. При низкой пластичности металла на наиболее слабом участке может образоваться трещина. Чаще всего таким местом бывает околошовная зона.
|
|
|
При сварке наблюдаются два вида усадки, которые вызывают соответствующие деформации:
а) продольная (рис. 4), которая приводит к уменьшению длины листов при выполнении продольных швов. При несовпадении центров тяжести поперечного сечения шва и сечения свариваемой детали усадка вызывает ее коробление;

Рис. 4. Продольная усадка и деформации при различном расположении шва по отношению к центру тяжести сечения элемента: а – при симметричном; б, в – при несимметричном; 1 – график напряжений; 2 – шов; ?L – деформация; b – ширина зоны нагрева; напряжение сжатия; + – напряжение растяжения; г – при несимметричном; 2 – шов
б) поперечная (рис. 5), следствием которой всегда является коробление листов в сторону более значительного объема наплавленного металла, т. е. листы коробятся вверх, в направлении утолщения шва. Фиксация детали воспрепятствует деформации от усадки, но станет причиной возникновения напряжений в закрепленных участках.

Рис. 5. Поперечная усадка и деформации: а – деформации до и после сварки; б – график распределения напряжения (О – центр тяжести поперечного сечения шва; напряжение сжатия; + – напряжение растяжения)
|
|
|
Величина деформаций при сварке зависит, во-первых, от размера зоны нагрева: чем больший объем металла подвергается нагреванию, тем значительнее деформации. Следует отметить, что для различных видов сварки характерны разные по размеру зоны нагрева и деформации, в частности при газовой сварке кислородно-ацетиленовым пламенем она больше, чем при дуговой сварке.
Во-вторых, имеют значение размер и положение сварного шва. Величина деформации тем существеннее, чем длиннее шов и больше его сечение, определенную роль играют также несимметричность шва и главной оси сечения свариваемого изделия.
В-третьих, если деталь сложна по своей форме, то швов на ней бывает больше, поэтому можно предположить, что напряжения и деформация обязательно проявятся.
2. Неравномерный нагрев свариваемых частей или деталей. Как известно, при нагревании тела расширяются, а при охлаждении – сужаются. При сварке используется сосредоточенный источник тепла, например сварочная дуга или сварочное пламя, который с определенной скоростью перемещается вдоль шва и поэтому неравномерно нагревает его. Если свободному расширению или сокращению мешают какие-либо препятствия, то в изделии развиваются внутренние напряжения. Более холодные соседние участки и становятся такой помехой, поскольку их расширение выражено в меньшей степени, чем у нагретых участков. Поскольку термические напряжения, ставшие следствием неравномерного нагревания, развиваются без внешнего воздействия, то они называются внутренними, или собственными. Наиболее важными являются те из них, которые возникают при охлаждении изделия, причем напряжения, действующие вдоль шва, менее опасны, поскольку не меняют прочности сварного соединения, в отличие от напряжений, перпендикулярных шву, которые приводят к образованию трещин в околошовной зоне;
|
|
|
3. Структурные трансформации, которые развиваются в околошовной зоне или металле шва. В процессе нагревания и охлаждения металла размер и расположение зерен относительно друг друга изменяются, что отражается на объеме металла и становится причиной возникновения внутренних напряжений со всеми вытекающими последствиями, представленными в первом пункте. В наибольшей степени этому подвержены легированные и высокоуглеродистые стали, предрасположенные к закалке; низкоуглеродистые – в меньшей. В последнем случае при изготовлении сварных конструкций это явление может не приниматься в расчет.
Вторую группу составляют сопутствующие причины, которые можно предупредить или устранить. К ним относятся:
ошибочные конструктивные решения сварных швов, например небольшое расстояние между соседними швами, слишком частое пересечение сварных швов, ошибки в выборе типа соединения и др.;
несоблюдение техники и технологии сварки, в частности плохая подготовка кромок металла, нарушение режима сварки, использование несоответствующего электрода и др.;
низкая квалификация исполнителя.
Величина деформаций при сварке во многом определяется теплопроводностью металла. Между ними существует прямо пропорциональная зависимость: чем выше теплопроводность, тем более равномерно распространяется поток тепла по сечению металла, тем менее значительными будут деформации. Например, при сварке нержавеющей стали как менее теплопроводной возникают большие деформации, чем при сварке низкоуглеродистых сталей.
Напряжения и деформации, которые имеют место исключительно в ходе сварки, а по ее окончании исчезают, называются временными; а если они сохраняются после охлаждения шва – остаточными. Практическое значение последних особенно велико, поскольку они могут сказываться на работе детали, изделия, всей конструкции. Если деформации носят локальный характер (например, на отдельных участках появляются выпучины, волнистость и др.), то они называются местными; если в результате деформации терпят изменения геометрические оси и размеры изделия или конструкции в целом – общими.
Кроме того, деформации могут возникать как в плоскости изделия, так и вне ее (рис. 6).

Рис. 6. Некоторые виды деформации: а – в плоскости сварного соединения; б – вне плоскости сварного соединения; 1 – форма изделия до сварки; 2 – форма изделия после сварки
Для уменьшения деформаций и напряжений при сварке придерживаются следующих конструктивных и технологических рекомендаций:
1. При подборе материала для сварных конструкций руководствуются правилом: использовать такие марки основного металла и электродов, которые либо не имеют склонности к закалке, либо подвержены ей в наименьшей степени и способны давать пластичный металл шва.
2. Избегают закладывать в конструкциях (особенно в ответственных), тем более рассчитанных на работу при ударах или вибрации, многочисленные сварные швы и их пересечения, а также использовать короткие швы замкнутого контура, поскольку в этих зонах, как правило, концентрируются собственные напряжения. Чтобы снизить тепловложения в изделие или конструкцию, оптимальная длина катетов швов должна быть не более 16 мм.
3. Стараются симметрично располагать ребра жесткости в конструкциях и сводят их количество к минимуму. Симметричность необходима и при расположении сварных швов, так как это уравновешивает возникающие деформации (рис. 7), т. е. последующий слой должен вызывать деформации, противоположные тем, которые развились в предыдущем слое.

Рис. 7. Последовательность наложения сварных швов для уравновешивания деформаций
Эффективен и способ обратных деформаций (рис. 8). Перед сваркой в конструкции (как правило, швы в ней должны располагаться с одной стороны относительно оси либо на различных расстояниях от нее) вызывают деформацию, обратную той, что возникнет в ней при сварке.

Рис. 8. Сваривание гнутых профилей как пример применения обратной деформации
4. Ограничивают применение таких способов соединения, как косынки, накладки и др.
5. По возможности отдают предпочтение стыковым швам, для которых концентрация напряжений не столь характерна.
6. Предполагают минимальные зазоры на разных участках сварки.
7. В сопряжениях деталей предусматривают возможность свободной усадки металла шва при охлаждении в отсутствие жестких заделок.
8. Практикуют изготовление конструкций по секциям, чтобы потом сваривать готовые узлы. Если последние имеют сложную конфигурацию, то заготавливают литые и штампованные детали, чтобы снизить неблагоприятное воздействие жестких связей, которые дают сварные швы.
9. Выбирают технологически обоснованную последовательность (рис. 9) выполнения сварных швов, при которой допускается свободная деформация свариваемых деталей. Если, например, требуется соединить листы, то в первую очередь выполняют поперечные швы, в результате чего получают полосы, которые потом сваривают продольными швами. Такая очередность исключает жесткую фиксацию соединяемых частей листов и позволяет им свободно деформироваться при сварке.

Рис. 9. Оптимальная последовательность выполнения сварных швов при сварке листов: а – настила; б – двутавровой балки
Направление ведения сварного шва также имеет значение. Если вести его на проход либо от центра к концам, то в середине шва разовьются поперечные напряжения сжатия; если двигаться от краев к центру, то в середине шва не избежать появления поперечных напряжений растяжения, следствием которых будут трещины в околошовной зоне или самом шве (рис. 10).
2. 
Рис. 10. Напряжение в продольном сечении шва при сварке (– – напряжение сжатия; + – напряжение растяжения): а – на проход; б – от концов к центру
10. При соединении частей из металла значительной толщины (более 20–25 мм) применяют многослойную дуговую сварку, выполняя швы горкой или каскадом (рис. 11). Шов горкой накладывается следующим образом: первый слой имеет длину примерно 200–300 мм, второй длиннее первого в 2 раза, третий длиннее второго на 200–300 мм и т. д. Достигнув «горки», сварку продолжают в обе стороны от нее короткими валиками. Такой способ способствует поддержанию участка сварки в нагретом состоянии. В результате тепло распространяется по металлу более равномерно, что снижает напряжения.

Рис. 11. Очередность наложения швов при многослойной дуговой сварке (размеры указаны в миллиметрах): а – горкой; 1 – ось «горки»; 2 – толщина металла; б – каскадом
11. Помогает снизить коробление швов соединяемых конструкций и деталей выполнение швов в обратноступенчатом порядке (рис. 12). Для этого протяженные швы делят на части длиной 150–200 мм и сваривают их, ведя каждый последующий слой в направлении, обратном предыдущему слою, причем стыки следует размещать вразбежку. Причина таких действий заключается в том, что деформации в соседних участках будут противоположно направленными по отношению друг к другу и равномерными, поскольку металл будет прогреваться равномерно.

Рис. 12. Последовательность наложения обратнопоступательного шва
12. Рассчитывают адекватный тепловой режим сварки. Если при работе есть возможность перемещать изделие (деталь) или если основной металл предрасположен к закалке, тогда используют более сильный тепловой режим, благодаря чему объем разогреваемого материала возрастает, а сам он остывает медленнее. В определенных ситуациях (если сварка проводится при пониженной температуре воздуха, металл имеет большую толщину или является сталью, склонной к закалке, и др.) помогают предварительный или сопровождающий подогрев либо околошовной зоны, либо всего изделия. Температура, до которой следует довести металл, зависит от его свойств и составляет 300–400 °C для бронзы, 250-270 °C для алюминия, 500–600 °C для стали, 700–800 °C для чугуна и т. д.
Если сваривают жестко зафиксированные детали или конструкции, тогда применяют менее интенсивный тепловой режим и варят электродами, способными давать пластичный металл шва.
13. Осуществляют отжиг и нормализацию изделия или конструкции после окончания сварки (последнее полностью ликвидирует напряжения). При отжиге температуру стального изделия доводят до 820–930 °C, выдерживают (общее время составляет примерно 30 минут, длительная выдержка нежелательна, поскольку приводит к росту зерен) и постепенно охлаждают (на 50–75 °C в час), доводя температуру до 300 °C. Это дает ряд преимуществ: во-первых, шов приобретает мелкозернистую структуру с улучшенным сцеплением зерен, благодаря которой металл шва и околошовной зоны становится более пластичным, во-вторых, металл шва получается менее твердым, что имеет большое значение для последующей обработки резанием или давлением; в-третьих, это полностью снимает внутренние напряжения в изделии.
Основные отличия нормализации от полного отжига – более высокая скорость охлаждения, для чего температура, до которой нагревают изделие, на 20–30 °C превышает критическую, и то, что выдержка и охлаждение проводятся на воздухе.
14. Избегают планировать в изделиях и конструкциях сварные швы, неудобные для выполнения, например вертикальные, потолочные.
15. Обеспечивают минимальную погонную энергию, достижимую при высокой скорости сварки в сочетании с наименьшими поперечными сечениями швов.
16. Уменьшают число прихваток и их сечения.
17. Проковывают швы в холодном или горячем состоянии, что уменьшает внутренние напряжения и увеличивает прочность конструкции.
2. Контроль качества исходных материалов.
КОНТРОЛЬ ОСНОВНЫХ МАТЕРИАЛОВ.
В начале основной материал проверяют на наличие сертификата, заводской маркировки и товарного знака изготовителя.
В сертификате указывается марка и химический состав, номер плавки, масса и номер партии, результаты всех испытаний, соответствующих стандарту на материал, номер стандарта, тип профиля и размеры.
После контроля сертификата металл подвергают внешнему осмотру с целью выявления поверхностных дефектов, искажения формы и др.
В случае отсутствия дефектов металл сортируют по типоразмерам и маркируют. Под типоразмером металла понимают металл конкретного типа (формы) и исполнения с определенными значениями контролируемых параметров, например, лист определенной толщины. Маркировку металла выполняют ударным способом (клеймом), электрогравировкой и нанесением краской марки металла, например, вдоль продольной кромки листа. Материал хранится в закрытых помещениях в устойчивых штабелях или на стеллажах.
Основной материал принимают партиями и, если он не соответствует требованиям технической документации, то составляется акт-рекламация (претензия) предприятию - изготовителю материала.
Проверенный металл подвергают пробной сварке, после которой проводят механические или технологические испытания, анализ химического состава и металлографический анализ сварного шва.
В основном металле могут быть дефекты, связанные с отливкой слитка и вызванные его последующей обработкой давлением.
К дефектам слитка относят:
· горячие и холодные трещины;
· газовую пористость и усадочные раковины;
· неметаллические включения и оксидные пленки и др.
Дефекты литья при последующей обработке слитков давлением приводят к образованию расслоений, волосовин, раскрытию трещин при горячей деформации и другим дефектам.
Под расслоениями понимают цепочку неметаллических частиц после прокатки.
Волосовины – мелкие трещины, образовавшиеся из газовых пузырей или неметаллических включений при обработке давлением.
При обработке давлением качественного металла могут образоваться дефекты, связанные только с технологией отработки металла давлением. К таким дефектам относят:
· закаты (складки);
· вмятины;
· риски;
· ковочные трещины и др.
Под закатом понимают вдавленные в поверхность металла заусенцы, возвышения, бугорки.
Вмятины образуются на поверхности в виде местных углублений, вызываемые попаданием посторонних частиц на поверхность металла или валков.
Риски – дефекты в виде канавок на поверхности заготовок при прокатке.
Грубые дефекты выявляются визуально, а более мелкие – методами дефектоскопии.
Не выявленные и не устраненные дефекты в основном металле могут привести к их раскрытию при сварке и появлению новых дефектов в сварном шве на их основе.
В соответствии с общей квалификацией дефекты в основном металле являются металлургическими дефектами, т.к. они возникают при литье и обработке давлением, относящихся к металлургическим процессам.
КОНТРОЛЬ СВАРОЧНЫХ МАТЕРИАЛОВ.
Контроль сварочных материалов так же, как и основного материала включает:
1) проверку наличия сертификата;
2) проверку сохранности упаковки и наличия на ней этикеток;
3) внешний осмотр;
4) пробную сварку с испытанием полученных сварных соединений (проверка технологических свойств сварочных материалов).
К сварочным материалам относят электроды, присадочную проволоку, флюс и защитные газы.
Электроды принимают партиями. Они упакованы в пачки, которые имеют этикетку с указанием марки, стандарта, завода-изготовителя.
Контроль внешнего вида осуществляют выборочным путём определенного количества электродов из пачки.
При этом контролируют наличие на поверхности рисок, трещин, сколов покрытия, пор. На каждый из дефектов устанавливаются нормы бракования. Затем проверяют прочность покрытия путём изгиба электрода и падения его на стальную плиту с высоты (0,5-1м).
Проверяют покрытия на влагостойкость после пребывания в воде в течение суток. Контролируют разнотолщинность покрытия по длине электрода.
При проведении пробной сварки оценивают:
· лёгкость зажигания дуги;
· стабильность горения дуги;
· степень разбрызгивания металла;
· равномерность плавления покрытия;
· отделимость шлака и т.д.
После сварки сварные соединения разрушают и осматривают изломы, проводят механические испытания, химические и металлографические исследования.
После проверки электроды хранятся в герметичных контейнерах в сухих помещениях. При длительном хранении электроды перед сваркой просушивают.
Сварочную проволоку поставляют в бухтах, катушках или кассетах. Проволока снабжена металлическими бирками, в которых указан стандарт, марка и завод-изготовитель. Каждая партия имеет сертификат.
При поступлении проволоки производят её очистку от противокоррозионных смазок и окислов. Очистку от смазок окислов и красок выполняют механическими или химическими способами (механических способ для сталей, химический способ для алюминиевых сплавов).
После очистки, проволока наматывается на кассеты. При намотке осуществляют контроль за поверхностными дефектами.
В некоторых случаях проводят химический анализ проволоки и затем осуществляют пробную сварку с анализом химического состава и механических свойств наплавленного металла. При сварке обращают внимание на свойства дуги, шлака, характер плавления.
Проволока должна храниться на складах в условиях, исключающих ржавление и загрязнение поверхности. С целью исключения образования ржавчины используют специальную омедненную проволоку.
Порошковую проволоку при длительном хранении обязательно следует прокаливать и проверять механические и технологические свойства при сварке образцов.
Сварочный флюс упаковывают в герметичные мешки, которые проверяют на наличие этикеток. В этикетках указаны марка, стандарт и завод-изготовитель.
Сварочный флюс контролируют на размер зерна путём просеивания через сито с ячейками, соответствующими верхнему и нижнему пределам размеров зерен. Затем флюс проверяют на содержание влаги. Влажность не должна превышать 0,1 %.
Пробу массой 100 грамм просушивают при температуре 3000С и взвешивают через определенные интервалы времени. Просушивание прекращают, когда результаты взвешивания становятся одинаковыми. Количество влаги определяется по разности между первым и последним взвешиванием.
Флюс используют одновременно с проволокой при пробной сварке. При выполнении сварки оценивают устойчивость горения дуги, а после сварки отделимость шлаковой корки при небольшом простукивании шва резиновым молотком.
В необходимых случаях контролируют механические свойства и химический состав наплавленного металла.
Флюс более чувствителен к влаге, чем электрод. Поэтому флюс должен храниться в герметичных ёмкостях и перед сваркой обязательно подвергаться просушиванию.
Защитный газ поставляют в баллонах, снабжённых этикетками, в которых указаны марка, химсостав, завод-изготовитель. Газ по этикеткам проверяют на наличие примесей. Газ контролируют на наличие влаги путём подачи струи на фильтровальную бумагу. При наличии влаги газ пропускают через осушитель, заполняемый силикогелем (кристаллическое вещество). Для осушки аргона используются осушители с титановой стружкой, которая нагревается до температуры 400 – 450о С.
На принятые сварочные материалы работниками ОТК составляется приемочный акт. На некачественные материалы составляется рекламационный акт, направляемый изготовителю.
БИЛЕТ № 7
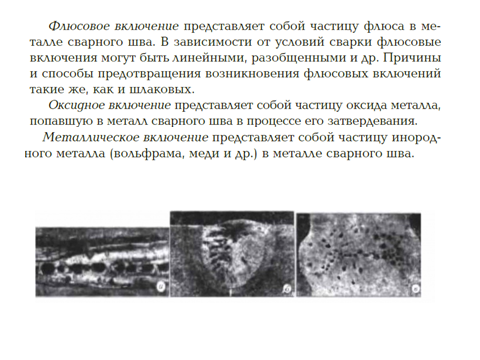
1. Дефекты сварных соединений группы 3- твердые включения, определения и причины их возникновения.


2. Контроль сварочного оборудования.
На предприятии разрабатывается система планово-предупредительного ремонта (ППР), Которая является совокупностью организационно-технических мероприятий по надзору, обслуживанию и ремонту оборудования, проводимых по заранее составленному плану. План включает ремонтные работы и профилактические осмотры. Под ремонтными работами понимают малые (текущие) и средние ремонты.
Текущий ремонт производится на рабочем месте, а средний ремонт – в мастерских предприятия. Между ремонтами осуществляются профилактические осмотры. Межосмотровый цикл сварочного оборудования составляет 150 – 200 часов. Межремонтный цикл составляет 900 – 1000 часов. Полный ремонтный цикл, то есть время между вводом оборудования в эксплуатацию и до первого капитального ремонта, составляет 13 – 14 тысяч часов, например, для механизированного сварочного оборудования.
Целью осмотров является проверка работоспособности оборудования.
При осмотрах, например, сварочных аппаратов, проверяют состояние токоподводящих проводов, электрических контактов, исправность регулирующих механизмов, износ подающих элементов, зазоры в кинематических системах, степень забрызгивания защитных устройств, состояние токоподводящих элементов и т.д.
В машинах для контактной сварки проверяют надежность и исправность систем подачи воды и воздуха, износ рабочих поверхностей электродов и роликов, состояние электрических контактов в сварочном контуре машины и т.д.
При использовании сборочно-сварочного оборудования, например, для дуговой сварки, контролируют поверхности прижимных элементов, состояние и форму сварочных подкладок, исправность теплоотводящих устройств, работоспособность приводов и т.д.
Любую контрольно-измерительную аппаратуру проверяют сравнением ее показаний с показаниями эталонных средств измерения. Такая операция проводится метрологической службой предприятия и называется метрологической поверкой.
Вновь вводимое оборудование и оснастку проверяют на соответствие технических параметров, указанных в паспорте. После капитального ремонта производится аттестация оборудования, включающая внесение изменений в паспорт.
На допуск оборудования к эксплуатации оформляется свидетельство, находящееся у сварщика или наладчика. За исправное состояние и безаварийную работу оборудования между ремонтами отвечают сварщик и наладчик. Для сварочного оборудования устанавливаются определенные нормы обслуживания одним наладчиком.
Результаты профилактических осмотров, малых и средних ремонтов отражаются в журналах, предусмотренных системой ППР.
Для объектов подконтрольных Ростехнадзору РФ существует система аттестации сварочного оборудования по РД 03-614-03 «Порядок применения сварочного оборудования при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов». Согласно данному документу все сварочное оборудование для работы на объектах подведомственных Ростехнадзору РФ должно пройти аттестацию по настоящим правилам.
БИЛЕТ № 8
1. Способы устранения дефектов сварки плавлением.
Начнем с исправления трещин. Если трещины крупные, то их нужно банально заварить. А чтобы во время сварки трещина не увеличилась в размерах нужно сделать сквозные отверстия на расстоянии пол сантиметра от концов трещины. Далее трещину нужно разделать V или X-образно. Разделка проводится с помощью пневматического зубила или газового резака. Можно также использовать воздушно-дуговой резак. Далее разделанную трещину нужно зачистить и заварить.
В некоторых случаях концы трещины можно прогреть газовой горелкой перед заваркой. Так шов и нагретые участки будут иметь примерно одинаковую температуру и на концах бывшей трещины не будет остаточного напряжения. Все эти рекомендации подходят только для сварки наружных трещин.
Если у шва есть внутренние небольшие трещины, непровары или шлаковые включения, пережженные места, то эти участки нужно просто вырубить или выплавить и после заново заварить. Чтобы убрать наплавы или натеки нужно их удалить абразивом.
Иногда во время исправления дефектов сварщик по неопытности может деформировать металл. Для решения этой проблемы существуют механические и термические методы устранения дефектов сварных швов. Для механической правки используют домкрат, пресс, молоты и прочие подобные инструменты. Механическая правка используется редко, поскольку она очень трудоемкая и часто приводит к образованию новых дефектов, вроде трещин и сколов.
А вот термический метод правки используется куда чаще. Технология крайне проста: деформируемую часть металла нагревают с помощью газовых горелок до той температуры, пока металл не станет пластичным. Затем металлу дают остыть. В ходе остывания в нагретых участках возникает обратное напряжение, которое выпрямляет металл.
Также есть ряд очевидных способов предотвратить образование дефектов еще перед сваркой. Чтобы дефекты не образовывались нужно четко соблюдать технологию сварки, иметь достаточную квалификацию для выполнения тех или иных работ, выбирать качественные комплектующие, учитывать физико-химические свойства свариваемого металла и правильно настраивать режим сварки. Если вы выполните эти пункты, то вероятность образования дефектов сводится к нулю.
Вот и все, то мы хотели рассказать вам о дефектах и способах их устранения. Исправление дефектов сварки — дело несложное, но требующее знаний и опыта. Мы, конечно, рекомендуем отправлять дефектные детали в брак, но если партия небольшая и важно каждое изделие, то можно прибегнуть и к устранению дефектов.
Существуют различные дефекты и способы их устранения, у каждого способа есть свои достоинства и недостатки. В некоторых случаях дефектов настолько много, что нет смысла исправлять деталь. Если вы новичок, то будьте готовы, что сначала у вас будет много дефектов, поскольку сварка требует опыта и навыков.
2. Контроль технологи изготовления сварных конструкций.
Система операционного контроля в сварочном производстве включает четыре операции: контроль подготовки, сборки, процесса сварки и полученных сварных соединений.
Контроль подготовки деталей под сварку
Он предусматривает контроль обработки лицевой и обратной поверхностей, а также торцевых кромок свариваемых деталей.
Поверхности свариваемых кромок должны быть зачищены от загрязнений, консервирующей смазки, ржавчины и окалины, на ширину 20 – 40 мм от стыка. Подготовку поверхности производят механическим способом (с использованием металлических щёток, шабера) и химическим травлением.
Перед обработкой поверхности производят её обезжиривание ветошью или волосяными щётками. Обезжиривание выполняют с помощью растворителей (керосин, бензин, ацетон). После обезжиривания следует механическая или химическая обработка.
Для контроля используют эталоны или контрольные образцы. Для ответственных конструкций из алюминиевых сплавов количественным показателем качества подготовленной поверхности является электрическое контактное сопротивление двух свариваемых деталей.
При изготовлении свариваемых деталей используют различные способы разрезания металла. Резку выполняют механическим и термическим способами.
При резке механическим путём на поверхности торцевых кромок имеют место сколы, местные вырывы, трещины.
При термической обработке наблюдается оплавленный слой. Поэтому после термической обработки необходимо производить механическую шлифовку торцевых кромок с последующим их контролем.
Контроль торцевых кромок при сварке толстостенных конструкций включает: проверку формы и геометрических параметров разделки кромок. К геометрическим параметрам разделки кромок под сварку относят величину притупления, угла скоса кромок и радиус скругления корня разделки.
α- угол скоса кромок; α
С - притупление;
R – радиус скругления;
С
R
Для контроля геометрических параметров разделки кромок использует мерительный инструмент и шаблоны (бесшкальная мера).
В некоторых случаях при подготовке свариваемых деталей выполняют контроль разметки, например, при контактной сварке нахлесточных соединений контролируют шаг между сварными точками, а при дуговой сварке стыковых тонколистовых соединений контролируют установочное расстояние от стыка до прижима. Иногда различают начало и конец шва. Разметка начала и конца шва контролируется, если при сборке стыковых соединений не устанавливаются выводные планки и чертежом предусматривается последующая отрезка.
Геометрические параметры подготовки свариваемых кромок узаконены соответствующими государственными или отраслевыми стандартами. Отклонения от установленных значений обычно приводят к образованию сварочных дефектов.
Так, например, в результате завышения угла скоса кромок происходит перерасход электродного металла и возрастают деформации. Уменьшенный угол скоса кромок затрудняет надежное проплавление вершины угла разделки и приводит к непровару корня шва. Увеличение величины притупления вызывает непровар, а уменьшение – прожог.
При подготовке свариваемых деталей из алюминиевых сплавов, необходимо контролировать время хранения деталей перед сваркой. Это время не должно превышать 3 часов для механической обработки и 8 часов для химического травления.
Дата добавления: 2019-01-14; просмотров: 402; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!