Инструмент, приспособления, инвентарь
Кисть-ручник - 2;
Приспособление для окраски труб - 1;
Валики сдвоенные поролоновые для окраски ограждений и труб - 1;
Ванночка с сеткой - 1;
Лестница-стремянка инвентарная - 1;
Ведро для олифы - 1.
Последовательность операций
До начала работ необходимо:
- тщательно очистить поверхности от брызг раствора, окалины и ржавчин;
- доставить на рабочее место материалы и инструменты.
Работы следует выполнять, строго соблюдая правила техники безопасности и охраны труда рабочих согласно СНиП.

Рис.8.
Операции по проолифке металлических поверхностей маляр выполняет в следующем порядке: сметает ветошью пыль, кистью или приспособлением набирает олифу и наносит ее на поверхность тонким слоем за 1 раз.

Рис.9.
Проолифка поверхностей с помощью кисти (кисть-ручник, лестница-стремянка, ведро с олифой; рис.8, 9, 10). Маляр берет кисть за ручку, не охватывая пальцами обойму, погружает ее в ведро с олифой на глубину 1/4 цайга (рабочей части), отжимает избыток краски о край ведра и наносит олифу широкими ровными мазками, держа кисть перпендикулярно обрабатываемой поверхности.

Рис.10.
Для получения ровного тонкого слоя и хорошего сцепления с поверхностью, олифу энергично растирают (растушевывают) сначала в одном направлении, а потом в другом - перпендикулярном первому. Принятого порядка растушевки придерживаются до конца проолифки.
|
|
|

Рис.11.
Проолифил труб, решеток и т.п. с помощью валика (валики сдвоенные поролоновые валики, ванночка, лестница-стремянка, ведро; рис.11, 12, 13). Маляр, нажав большим пальцем руки на рычаг, раздвигает валики, а затем набирает на них олифу.

Рис.12.
Для этого он прокатывает валики по сетке, установленной в ванночке с олифой. После чего маляр надвигает валики в раздвинутом положении на стержень или трубу и опускает рычаг.

Рис.13.
Валики, сдвигаясь, плотно обжимают обрабатываемую поверхность стержня (трубы). Движением вверх-вниз маляр олифит поверхность трубы или стержня.

Рис.14.
Проолифка труб с помощью приспособления (приспособление для окраски труб, кисть, ведро, лестница-стремянка; рис.14, 15, 16). С помощью кисти маляр наносит на вогнутую (оклеенную мехом) поверхность приспособления олифу.
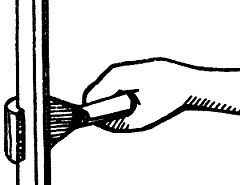
Рис.15.
Затем смоченное олифой приспособление маляр заводит в промежуток между стеной и трубой и движениями вверх и вниз олифит трубу со всех сторон.
|
|
|

Рис.16.
2. ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ РАБОТ
ПОДГОТОВКА ПОВЕРХНОСТЕЙ ПОД ОКРАШИВАНИЕ
Подготовка металлических поверхностей
Металлические поверхности должны быть очищены от окалины, ржавчины и жировых пятен.
Состав работ. Очистка и обезжиривание металлических поверхностей.
Производство работ. Характеристика. Очистка - удаление с поверхности брызг раствора, паст, окалины, коррозии, остатков старой краски, маркировочных надписей механическим способом.
Обезжиривание - удаление с поверхности жировых загрязнений химическим способом.
Технология работ. Способ очистки металлических поверхностей выбирают с учетом специальных требований, предъявляемых к изделию, условий его эксплуатации, размеров, формы и др.
Изделия массового или крупносерийного производства (например, трубы) очищают преимущественно на поточных механизированных и автоматизированных линиях. Крупногабаритные изделия, выполненные из листового металла, очищают непосредственно на строительной площадке с использованием пескоструйного аппарата.
Принцип работы пескоструйного аппарата заключается в том, что сжатый воздух от компрессора, пройдя масловодоотделитель, поступает по патрубку 6 (рис.17) в верхнюю часть металлического резервуара 5 с сухим песком, а затем по резиновому шлангу 8 нагнетается в сопло 1. Для пескоструйной очистки применяют прокаленный горный песок влажностью до 2 %. Производительность аппарата до 30 м  /ч. Сопло держат от очищаемой поверхности на расстоянии 30-60 см в зависимости от прочности слоя коррозии. Направлять факел песка следует перпендикулярно обрабатываемой поверхности.
/ч. Сопло держат от очищаемой поверхности на расстоянии 30-60 см в зависимости от прочности слоя коррозии. Направлять факел песка следует перпендикулярно обрабатываемой поверхности.
|
|
|

Рис.17. Пескоструйный аппарат:
1 - сопло, 2 - рама, 3 - загрузочный люк, 4 - рукоятка регулировочного клапана с рукояткой, 5 - резервуар, 6 - патрубок сжатого воздуха, 7 - регулировочный кран, 8 - шланг
Для защиты от вредного воздействия пыли необходимо работать в защитных очках и респираторе.
Небольшие по площади или объему поверхности очищают с помощью ручных шлифовальных электрических машин (рис.17) с комплектом насадок-щеток. Нужно помнить, что щетки хорошо удаляют ржавчину, неплотно державшуюся окалину, старую краску, но сглаживают до 10 ... 30 мкм поверхности, что ухудшает адгезию лакокрасочных покрытий.
|
|
|

Рис.18. Электрическая шлифовальная машина:
1 - гибкий вал, 2 - токопроводящий кабель, 3 - стальная щетка, 4 - электродвигатель, 5 - рукоятка, 6 - выключатель, 7 - защитный кожух, 8 - шарошка
Немеханизированные инструменты - ручные молотки, щетки, шпатели - используют для подчистки участков, на которых обнаружены остатки загрязнений.
Кроме механического способа очистку металлических поверхностей можно выполнять химическим способом, используя травильную пасту, состоящую из водных растворов кислот, загущенных инфузорной землей (трепел). Пасту наносят шпателем или штукатурной лопаткой слоем 1-2 мм. Через 20-40 мин ее смывают водой и наносят пассивирующую пасту. Через 30-60 мин эту пасту смывают водой и поверхность сушат.
Жировые пятна на металле удаляют с помощью меловой пасты, которая поглощает жировые вещества. После высыхания меловую пленку снимают, очищают металл и удаляют пыль. Для обезжиривания металлических поверхностей применяют также бензин-растворитель, скипидар или ацетон.
До нанесения обезжиривающего состава поверхность обдувают струей сжатого воздуха. Перерыв между нанесением обезжиривающего состава и огрунтовкой должен быть минимальным.
3. ТРЕБОВАНИЯ К КАЧЕСТВУ ВЫПОЛНЕНИЯ РАБОТ
Требования к качеству. Окрашиваемые металлические поверхности должны быть очищены от раствора, грязи, окалины, коррозии, масляных пятен и т.п. Необходимо иметь в виду, что недостаточно тщательная очистка и обезжиривание металлических поверхностей приводят к непрочному сцеплению лакокрасочного материала с окрашиваемой поверхностью. При контроле качества на сухой чистой ветоши не должно оставаться никаких следов, после того, как ей проводят по очищенной поверхности. Кроме того, качество очистки определяют визуально с использованием эталонов степеней очистки стальных поверхностей. Качество обезжиривания проверяют, протирая поверхность фильтровальной бумагой, смоченной ацетоном или растворителем.
4. МАТЕРИАЛЬНО-ТЕХНИЧЕСКИЕ РЕСУРСЫ
Дата добавления: 2018-10-26; просмотров: 302; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!