Характеристика объектов исследование
Реферат
Введение
На сегодняшний день производство полипропиленовых лент является востребованным видом деятельности длясоздание прочных, износостойких материалов, так же обладающих дополнительными свойствами для их максимальной эффективности.
Такой вид материалы обладает не только высоким показателем износостойкостью, но и повышенными показателями устойчивости от воздействия прямых солнечных лучей.
В современном мире полипропиленовая лента, стоимостью, и ценою обеспечила себе популярность среди многих других производителей, обладающими прекрасными характеристиками, для различных видов пользование данного материала, а так же позволяет осуществлять пошив для различных видов изделий с минимальной себестоимостью.
Полипропиленовые ленты в некоторых незаменимых отраслях оказались востребованным текстильным материалом а это большую часть касающихся технической сферы ткани, так как является, высокопрочным и устойчивым к различным видам химическим реагентам и веществам.
Однако в настоящее время, к текстильном материалом в целом и к полипропиленовым волокнам применяются завышенные требование как с точки зрения эксплуатационных свойств так и с эстетического восприятия. Получаемые изделия должны более легкими и прочными, а так же иметь насыщенную и устойчивую окраску, для более качественного и привлекательного вида.
|
|
|
Таким образом, с целью улучшения заданных свойств актуальной задачей является различного рода поиска путей модификации традиционно используемого полипропиленового материала.
Данная работа направлена на разработку технологию электрофизической модификации полипропиленового материала , а так же электрохимической модификации с целью улучшения физико-механических свойств данного вида материала.
Целью данной работы является увеличения эксплуатационных свойств выпускаемого полипропиленовой ленты из традиционно используемого сырья.
Для различного рода поставленной цели решались следующие задачи:
-методы различных модификаций текстильных полипропиленовых материалов;
-разработка экспериментальной установки электрохимической установки модификации текстильных материалов;
-оптимизация режима электрофизической и электрохимической модификации полипропиленового материала, с целью увеличения физико-механических свойств текстильного материала.
Обработка материала проводилась в разработанной установке электрофизической и электрохимической модификации текстильных материалов со входными параметрами в следующих диапазонах;
-виды материала:
|
|
|
-электропроводящая среда: вода техническая
-сила тока отА=1-3,5
-время обработки t=1-20 мин.
1. АНАЛИТИЧЕСКИЙ ОБЗОР
1.1 Свойства и характеристикимультифиламентной полипропиленовой нити.
Среди полимерных материалов, появившихся за последние годы, важное место занимает высокомолекулярный кристаллический полипропилен. Обладая ценным сочетанием свойств и, что очень важно, относительно низкой стоимостью, он исключительно быстро проник во многие отрасли промышленности, в том числе в промышленность синтетических волокон [1].
Полипропилен— это синтетический термопластичный неполярный полимер из класса полиолефинов. Это белое твердое вещество, получаемое в промышленности путем полимеризации пропилена при среднем и низком давлениях и обязательном присутствии металлоорганических катализаторов. В результате же сополимеризации этилена и пропилена получают сополимеры пропилена.
На рисунке- 1.1представленавид гранулированного полипропилена.


Рисунок 1.1 –Фотографии гранулированного полипропилена: а – не крашенный, б –крашенный.
Изобретение относится к химической промышленности, а именно к получению способных к текстильной переработке комплексных полипропиленовых нитей из расплава.
|
|
|
Реакция полимеризации полипропилена представлена на рисунке 1.2.

Рисунок 1.2 –Реакция полимеризации полипропилена
Полипропилен обладает рядом важных физико-химических и физико-механические свойств:
1. Температура плавления полипропилена составляет:
–гомополимер: 160–165°C;
–сополимер: 135–159 °C.
2. Полипропилен является одним из наиболее легких полимеров из всех стандартных пластмасс. Эта особенность позволяет использовать его при производстве легких конструкций.
–Гомополимер: 0,904–0,908 г/см3;
–Рандом-сополимер: 0,904–0,908 г/см3;
– Ударопрочный сополимер: 0,898–0,900 г/см3.
3. Стойкостью к химическому воздействию
– Полипропилен характеризуется очень высокой стойкостью к действию разбавленных и концентрированных кислот, спиртов и оснований.
– Полипропилен имеет хорошую стойкость к действию альдегидов, сложных эфиров, алифатических углеводородов, кетонов.
– Полипропилен характеризуется ограниченной стойкостью к действию ароматических и галогенсодержащих углеводородов и окислителей [2].
Так, известен способ, в котором повышенную способность волокон, в том числе полиолефиновых, к формированию нетканых полотен и склеиванию их на каландре обеспечивают введением в них 0,1-20% частиц с размером менее 10 мкм, при этом в качестве ультрадисперсных частиц используют частицы неорганических соединений.
|
|
|
Однако физико-механические характеристики волокнистого материала, модифицированного этим способом, остаются на исходном уровне, т.е. прочность волокна не увеличивается.
Из патента РФ 2246979 известен способ получения полипропиленовых волокон, в котором используют фторсоединения в качестве добавки в расплав полимера для улучшения свойств полимерных изделий, в том числе волокон. Способ включает получение расплава, состоящего из смеси полимера, представляющего собой непроводящую термопластичную смолу с удельным сопротивлением более 1014 Ом·см, и фторсоединения в качестве добавки, последующую отливку из этого расплава изделия требуемой формы и резкое охлаждение до температуры ниже температуры плавления полимера. Затем материал отжигают и наносят электрический заряд для придания электретных свойств. При этом улучшается способность изделий из волокон фильтровать масляные аэрозоли.
Однако техническим результатом этого способа является получение электретных изделий и фильтров с повышенной стойкостью к масляному туману, а целью введения фторсоединения в расплав полипропилена является лишь повышение зарядных характеристик полимерных изделий [3].
Описанными способами получают исключительно волокна, которые не подвергаются ориентационному вытягиванию, а предназначены лишь для производства нетканых материалов.
Известен классический способ получения полипропиленовых нитей из расплава, согласно которому полипропилен из бункера подают в цилиндр экструдера, где он транспортируется шнеком к выходу. При этом за счетвнешнего обогрева гранулы плавятся, и расплав гомогенизируется. Расплав подают шнеком к фильерам, которые имеют отверстия диаметром 0,25-0,50 мм. Струйки расплава, выходящие из фильер, охлаждаются в воздушной шахте или в ванне с водой. На свежесформованные нити наносят замасливатель в количестве до 1% масс.и наматывают их на бобину со скоростью 100-1000 м/мин. Затем свежесформованные нити подвергают ориентационному вытягиванию при 100-140°C в среде воздуха, водяного пара или на горячей поверхности при кратности вытягивания от 3 до 10. Вытянутые нититермофиксируют при 100-110°C. На готовые нити наносят замасливатель в количестве до 0,5% масс.и наматывают их на бобину.
Готовые нити характеризуются разрывной нагрузкой 45-63 сН/текс. В процессе их формования, ориентационного вытягивания и дальнейшей текстильной переработки необходимо использование специальных замасливателей, без применения которых обрывность нити очень высока [4].
Наиболее близким к изобретению по техническому существу является способ получения синтетических нитей формованием из расплава полипропилена, содержащего политетрафторэтилен.
Согласно этому способу на стадии получения расплава полипропилена в него вводят дисперсный политетрафторэтилен с «субмикронными» размерами частиц, т.е. меньшими, чем приблизительно 1 мкм (1000 нм), для производства волокон высокой линейной плотности или с «низкомикронными», т.е. меньшими, чем приблизительно 10 мкм (10000 нм), для производства волокон низкой линейной плотности. Затем осуществляют экструзию расплава через фильеры для формования волокна с последующим ориентационным вытягиванием. Полученные нити обладают низким коэффициентом трения, улучшенной износостойкостью, устойчивостью к загрязнению, светостойкостью и устойчивостью к ультрафиолету.Однако, при этом нити, получаемые по известному способу, обладают следующими недостатками:
- невысокой прочностью свежесформованной и готовой нити. Прочность является основной физико-механической характеристикой комплексной нити, определяющей ее область применения и срок эксплуатации. Прочность нити, получаемой по известному способу, в 1,3-6,5 раз меньше, чем прочность волокон, сформованных без добавок;
- невысокой способностью к переработке как свежесформованных, так и готовых нитей. Ориентационное вытягивание и текстильная переработка нитей, получаемых по известному способу, характеризуются высоким уровнем обрывности нити. Любой обрыв нити приводит к снижению качества выпускаемой продукции, снижению производительности оборудования, непроизводительным трудозатратам.Техническая задача, на решение которой направлено данное изобретение, состояла в поиске способа получения комплексных нитей из смеси полипропилена с порошком политетрафторэтилена с высокой прочностью и улучшенной способностью к переработке как свежесформованных нитей, так и готовых комплексных нитей при их дальнейшем формировании в изделия.
Поставленная задача решается за счет того, что в способе получения комплексных полипропиленовых нитей, включающем формование нитей из расплава смеси полипропилена с порошком политетрафторэтилена, ориентационное вытягивание сформованных нитей и термофиксацию, используют порошок политетрафторэтилена в виде смеси частиц с размером 100-900 нм, полученный термогазодинамической деструкцией политетрафторэтилена и взятый в количестве 2-4% от массы полипропилена.
Сведения, подтверждающие возможность воспроизведения изобретения.
Для реализации способа можно использовать, например, полипропилен марок «Каплен», «Бален» или «Томлен» или других волокнообразующих марок в виде гранул чистого полипропилена. Можно использовать также гранулы полипропилена с предварительно введенным в них политетрафторэтиленом. В качестве порошка политетрафторэтилена, полученного методом термогазодинамической деструкции, можно использовать препараты торговых марок «Форум», «Флуралит», «Томфлон», представляющие собой полученную термогазодинамической деструкцией смесь частиц политетрафторэтилена с размером 100-900 нм.
Способ реализуется следующим образом.
В гранулы чистого полипропилена вводят порошок политетрафторэтилена, представляющий собой полученную термогазодинамической деструкцией смесь частиц с размерами 100-900 нм, в количестве 2-4% от массы гранулята. Могут использоваться гранулы полипропилена с предварительно введенным в них политетрафторэтиленом. Смесь из бункера подают в цилиндр экструдера, где она транспортируется шнеком к выходу. При этом за счет внешнего обогрева гранулы плавятся, и расплав гомогенизируется.
Расплав подают шнеком к фильерам. Последние имеют отверстия диаметром 0,25-0,50 мм. Струйки расплава, выходящие из фильер, охлаждают в воздушной шахте или в ванне с водой.
На свежесформованные нити наносят замасливатель в количестве до 0,4% масс. и наматывают их на бобину со скоростью 100-1000 м/мин, а затем подвергают ориентационному вытягиванию при 100-140°C в среде воздуха, водяного пара или на горячей поверхности при кратности вытягивания от 3 до 10 [5].
Вытянутые нити термофиксируют при 100-110°C. На готовые нити наносят замасливатель концентрации до 0,25% масс. и наматывают их на бобину.
Для сравнения в расплав полипропилена вводили дисперсии политетрафторэтилена в воде, дисперсии политетрафторэтилена в изопропиловом спирте и дисперсный порошок, полученный высушиванием водной дисперсии политетрафторэтилена. В первом и втором случаях произошла неконтролируемая полимеризация полипропилена, которая привела к выходу из строя оборудования и сделала необходимой замену фильерного комплекта.
Изобретение иллюстрируется следующими примерами.
Пример 1.
Получение расплава. В бункер засыпают гомогенизированную смесь 970 г полипропилена марки «Каплен» и 30 г политетрафторэтилена марки «Флуралит», полученного термогазодинамической деструкцией. Эту смесь из бункера направляют в цилиндр экструдера, где смесь нагревается. Температура рабочих зон составляла: T1=200°C (зона преднагрева), Т2=225°C (зона плавления), Т3=236°C (зона стабилизации), Т4=236°C (зона нагрева формовочной головки). За счет внешнего обогрева полипропилен плавился, расплав за счет перемешивания гомогенизировался и транспортировался шнеком к фильерам.
Формование. Расплав продавливают через фильеры, которые имеют отверстия диаметром 0,25-0,50 мм. Скорость формовочных дисков составляет 200-300 м/мин. На свежесформованные нити наносят замасливатель в количестве 0,4% масс.и наматывают их на бобины.
Ориентационное вытягивание с термофиксацией. Свежесформованные нити подвергают ориентационному вытягиванию при температурах в зонах вытяжки T1=110°C (1-я галета), Т2=115°C (2-я галета) и термофиксации при температуре Т3=118°C при скоростях соответственно 12; 32; 45 об/мин, получая готовые нити. На готовые нити наносят замасливатель концентрации 0,25% масс, и наматывают их на бобину [6].
Пример 2.
Получение расплава. В бункер засыпают гомогенизированную смесь 970 г полипропилена марки «Каплен» и 30 г политетрафторэтилена марки «Флуралит», полученного термогазодинамической деструкцией. Эту смесь из бункера направляют в цилиндр экструдера, где смесь нагревается. Температура рабочих зон составляла: T1=200°C (зона преднагрева), Т2=225°C (зона плавления), Т3=236°C (зона стабилизации), Т4=236°C (зона нагрева формовочной головки). За счет внешнего обогрева полипропилен плавился, расплав за счет перемешивания гомогенизировался и транспортировался шнеком к фильерам.
Формование. Расплав продавливают через фильеры, которые имеют отверстия диаметром 0,25-0,50 мм. Скорость формовочных дисков составляет 90 м/мин. Свежесформованные нити без замасливания наматывают на бобины.
Ориентационное вытягивание с термофиксацией. Свежесформованные нити подвергают ориентационному вытягиванию при температурах в зонах вытяжки T1=110°C (1-я галета), Т2=115°C (2-я галета) и термофиксации при температуре Т3=118°C, при скоростях соответственно 12; 46; 100 об/мин, получая готовые нити. Готовые нити без замасливания наматывают на бобину. Прочность оценивали по разрывной нагрузке нити (сН/текс), определяемой на разрывной машине РМ-3-1 по ГОСТ 6611.2-73.
Способность нити к переработке оценивали по уровню обрывности, т.е. по количеству обрывов на 10000 м нити: свежесформованной комплексной нити - при ориентационном вытягивании; готовой комплексной нити - при перемотке. Обрывность нитей при ориентационном вытягивании определялась: в случае нанесения замасливателя - при высокой скорости (линейная скорость галет 120 м/мин и кратность вытягивания нитей 6,5); без замасливателя - при малой скорости (линейная скорость галет 30 м/мин, кратность вытягивания нитей 4,5) [7].
Изобретение позволяет повысить прочность нитей, о чем свидетельствует повышение разрывной нагрузки в 2-10 раз по сравнению с нитью, полученной по способу-прототипу. Изобретение позволяет также улучшить способность к переработке как свежесформованных нитей, так и готовых комплексных нитей в процессах их дальнейшей текстильной переработки. Так, обрывность полипропиленовой нити, сформованной по способу-прототипу, при ее ориентационном вытягивании составляет 105 обрывов на 10000 м при использовании «низкомикронного» порошка политетрафторэтилена и 58 обрывов на 10000 м при использовании «субмикронного» порошка политетрафторэтилена.
Обрывность нити, изготовленной без порошка политетрафторэтилена, составляет 1 обрыв на 10000 м. Этот факт убедительно свидетельствует о принципиальной значимости для достижения указанного технического результата структурных особенностей используемого в изобретении порошка политетрафторэтилена[8].
Изобретение позволяет также повысить экономичность способа за счет снижения в 2-2,5 раза концентрации замасливателя, а при малой скорости (<100 м/мин) вообще от него отказаться, так как свежесформованная нить вытягивается при этом без обрывов.
Так же в отношении готовой комплексной нити, полученной по изобретению, следует отметить ее способность к безобрывной перемотке без замасливателя при низких скоростях, тогда как нить, полученную по способу-прототипу, перематывать без замасливателей невозможно ввиду мгновенного ее обрыва. Таким образом, расход замасливателя сокращается еще в 2 раза и при текстильной переработке нити. Сокращение расхода замасливателей обеспечит значительный экономический эффект и улучшит экологическую обстановку на производстве, поскольку они являются дорогостоящими, в основном, импортными препаратами и расходуются в больших количествах.
На продажу изотактический полипропилен начали производить в 1956 году на полузаводской установке итальянского нефтехимического комбината «Montekatini» в г. Ферраре, который уже на следующий год (1957 г.) смог ввести в действие большие производственные мощности. Комбинат выпускал полипропилен марки PR/56. В 1959 году фирма «Montekatini» начала производство волокон на основе полипропилена. С тех пор полипропилен стали производить еще несколько заводов — в Порто-Торресе, Бриндизи, Терни и других городах, однако полипропиленовый завод в Ферраре и по сей день остается самым крупным. Полипропилен — водостойкий материал. Даже после длительного контакта с водой в течение 6 месяцев (при комнатной температуре) водопоглощение полипропилена составляет менее 0,5%, а при 60 ºС — менее 2%.
Свойства мультифеламентной нитии описание данного материала
Производство данного полимерного материала осуществляется с использованием современного оборудования, что является залогом высокого качества продукции.
В продаже нити различной толщины 200-3300 денье, отличающиеся высокой разрывной нагрузкой, промасленностью и УФ стабилизацией. Данные качества обуславливают изделиям большую прочность, защиту от ультрафиолетовых солнечных лучей, продлевают срок эксплуатации с сохранением всех изначальных физических и механических свойств.
Преимущества и применение
Выпускаемая на нашем предприятии нить мультифиламентная обладает рядом сильных сторон, позволяющих использовать её в качестве важного компонента при производстве различных синтетических и полиэтиленовых изделий.
Преимущества нашей продукции:
1 высокая эластичность;
2 универсальность;
3 невосприимчивость к влажности и холоду;
4 стойкость к износу, многократным изгибам и истиранию;
5 не боится воздействия органических растворителей, щелочей и кипящей воды;
Благодаря приведённым выше достоинствам и свойствам, нить может применяться для прошивания полипропиленовых мешков, изготовления шнуров, шпагатов, ранцевых лент, канатов, строп, ремней, лент тканных, сетей плетенных, при изготовлении тканей, биг-бегов, пошиве обуви и галантерейной продукции [9].
Таблица 1.1– Сравнительная характеристика различных нитей
| Волокна | Удельный вес, г/см3 | Удельный объем, м3/кг | Удельная площадь, мм2/текс | Теплопроводность, Вт/м2К | Равновесная влажность, % | Температура плавления, град.С |
| ПП | 0,92 | 1,09 | 1087 | 0,8-1,0 | 0,01 | 165-175 |
| ПА | 1,14 | 0,88 | 877 | 3,4 | 3,4-4,5 | 215-220 |
| ПАН | 1,18 | 0,85 | 847 | 6,5 | 1 | - |
| ПЭФ | 1,38 | 0,72 | 725 | 2,0-3,0 | 0,3-0,5 | 250-260 |
| Вискоза | 1,52 | 0,66 | 658 | 11-14 | 11-14 | - |
| Шерсть | 1,32 | 0,76 | 756 | 23 | 12-18 | - |
| Хлопок | 1,5 | 0,67 | 667 | 27,5 | 8-13 |
1.2 Методы улучшение физические и химические полипропиленовой ленты (ремней и шнуров).
Полипропилен имеет самую меньшую из всех видов пластика плотность – 0,9 г/см3, он является достаточно твёрдым, чем объясняется его стойкость к истиранию, и имеет самое большое значение термостойкости (этот материал начинает размягчаться при температуре 140°С и плавится при 170°С), и также он практически не подвержен коррозии. Полипропилен является высокочувствительным к кислороду и свету (понижение чувствительности происходит во время введения стабилизаторов). И, как будет вести себя полипропилен во время растяжения, ещё больше зависит от температуры, а также скорости, с которой прикладывается нагрузка. Чем более низкой будет скорость растяжения данного материала, тем высшим будет показатель его механических свойств. При высоких значениях скоростей растяжение, которое разрушает напряжение во время растяжения полипропилена, является существенно более низким, чем его граница текучести во время растяжения[10].
Таблица 1.2 – Физико-механические характеристики полипропилена.
| Плотность, г/см3 | 0,90-0,91 |
| Разрушающее напряжение при растяжении, кгс/см2 | 250-400 |
| Относительное удлинение на разрыв, % | 200-800 |
| Модуль упругости при изгибе, кгс/см2 | 6700-11900 |
| Передел текучести при растяжении, кгс/см2 | 250-350 |
| Относительное удлинение при пределе текучести, % | 10-20 |
| Ударная вязкость с надрезом, кгс/см2 | 33-80 |
| Твёрдость по Бринеллю, кгс/см2 | 6,0-6,5 |
Полипропилен является материалом, обладающим химической устойчивостью. Но он может подвергаться лишь воздействию таких сильных окислителей, как азотная и хлорсульфоновая кислоты. Другим окислителям полипропилен почти не подвергается, например, серная кислота при своей концентрации 58% и 30% перекись водорода при комнатной температуре не оказывает сильного воздействия на него. Деструкция полипропилена может произойти лишь после длительного контакта с этими веществами при температуре 60°С.
Данный материал является водостойким материалом (вплоть до температуры 130°С), а также некоторые марки могут контактировать с пищевыми продуктами, использоваться для изготовления товаров и упаковки, например лента полипропиленовая, а так же используемых в медико-биологической отрасли.В растворителях органического типа данный материал в условиях комнатной температуры немного набухает. При температуре, превышающей 100ºC, полипропилен растворяется в ароматических углеводородах, вроде толуола и бензола [10].
Таблица 1.3 –Стойкость полипропилена к воздействию отдельных химических реагентов.
| Среда | Температура, °С | Изменение массы, % | Примечание |
| Продолжительность выдержки образца в среде реагента 7 суток | |||
| Азотная кислота, 50%-я | 70 | -0,1 | Образец растрескивается |
| Натр едкий, 40%-й | 70 | Незначительное | - |
| Натр едкий, 40%-й | 90 | Незначительное | - |
| Соляная кислота, конц. | 70 | +0,3 | - |
| Соляная кислота, конц. | 90 | +0,5 | - |
| Продолжительность выдержки образца в среде реагента 30 суток | |||
| Азотная кислота, 94%-я | 20 | -0,2 | Образец хрупкий |
| Ацетон | 20 | +2,0 | - |
| Бензин | 20 | +13,2 | - |
| Бензол | 20 | +12,5 | - |
| Едкий натр, 40%-й | 20 | Незначительное | - |
| Минеральное масло | 20 | +0,3 | - |
| Оливковое масло | 20 | +0,1 | - |
| Серная кислота, 70%-я | 20 | Незначительное | Слабое окрашивание |
| Серная кислота, 90%-я | 20 | >> | - |
| Соляная кислота, конц. | 20 | +0,2 | - |
| Трансформаторное масло | 20 | +0,2 | - |
Свойстваполипропиленовыхгранул
Полипропилен – пластический материал, отличающийся высокой прочностью при ударе и многократном изгибе, износостойкостью, хорошими электроизоляционными свойствами в широком диапазоне температур, высокой химической стойкостью, низкой паро- и газопроницаемостью. В тонких пленках практически прозрачен. Стоек к кислотам, щелочам, растворам солей, минеральным и растительным маслам при высоких температурах. При комнатной температуре нерастворим в органических растворителях. Растворяется только при повышенных температурах в сильных растворителях: хлорированных, ароматических углеводородах.
Полипропиленлегко перерабатывается. Хорошо смешивается скрасителями. Легко подвергается хлорированию. Легко кристаллизуется (макс. степень кристалличности 75%). Все изделия из полипропилена выдерживают кипячение, и могут стерилизоваться паром без какого-либо изменения их формы или механических свойств. Максимальная температура эксплуатации полипропилена120-140°C.
Полипропиленчувствителен ксветуикислороду (чувствительность понижается при введении стабилизаторов), имеет невысокую морозостойкость, которую можно повысить введением в макромолекулу изотактического полипропилена звеньев этилена (например, при сополимеризации пропилена с этиленом)[11].
1.3. Модификация полипропиленовой нити
Полипропиленовое волокно имеет ряд серьезных недостатков, ограничивающих возможные области его применения. К числу таких недостатков относятся подверженность полипропиленового волокна термоокислительной деструкции, а также низкая стойкость к ультрафиолетовым лучам и атмосферным воздействиям. Недостатками полипропиленового волокна в качестве сырья для текстильной промышленности являются, кроме того, низкая гидрофильность, плохой гриф и трудность окрашивания с поверхности обычными красителями. Поэтому модификация свойств полипропиленовых волокон с целью устранения названных недостатков приобретает важнейшее практическое значение [12].
Что бы устранить недостатки полипропиленовых волокон были проведены следующиеработы:
1.4Способ получения крученой полипропиленовой нити[13]
Согласно способу получения крученой полипропиленовой нити осуществляют сложение двух или более полипропиленовых пленочных продольно профилированных нитей и их последующее кручение с круткой 100-200 круч/м, затем полученные нити тростят и сообщают им крутку в противоположном направлении, равную 0,55-0,85 от первоначальной. Вариант способа предусматривает осуществление кручения каждой полипропиленовой пленочной продольно профилированной нити с круткой 150-300 круч/м, после чего полученные нити тростят и сообщают им крутку в противоположном направлении, равную 0,65-0,9 от первоначальной. Данный вариант способа позволяет повысить компактность нити, выравнить ее физико-механические свойства по длине.
Достоинством нити является, то что предлагаемые способы позволяют получить крученые полипропиленовые нити большой линейной плотности, с высокими физико-механическими свойствами и равновесной структурой. При этом использование полипропиленовых нитей приобретает большое экономическое и практическое значение, поскольку они обладают низкой гигроскопичностью, не содержат низкомолекулярных соединений, оказывающих канцерогенное воздействие на организм, экологичны. Данные факторы позволяют использовать эти нити наряду со швейной в медицинской и пищевой отраслях промышленности.
Недостатком нити является малая жесткость на изгиб, низкие разрывные характеристики, что ограничивает область ее использования в изготовлении канатов или технических тканей, например тарных.
2. Следующий вид модификации называется “Способ упрочнения полипропиленовой нити”. Задачей предлагаемого изобретения является повышение качества полипропиленовой нити за счет улучшения физико-механических свойств[14].
Что бы достичь поставленной цели полипропиленовую нить, произведенную путем разрезания экстрадированной пленки, подвергают воздействию неравновесной низкотемпературной плазмы высокочастотного емкостного разряда в вакуумной камере в течение 180±1 с при напряжении на аноде от 2,5 до 4,5±0,1 кв., силе тока на аноде от 0,3 до 0,6±0,05 А, рабочем давлении 26,6±0,1 Па, расходе 0,04±0,005 г/с смеси плазмообразующих газов аргон и пропан-бутан в соотношении 70% к 30%.
Cпособ ориентации полипропиленовой нити путем деформации нити за счет разности скоростей вальцев на входе и выходе камеры ориентационного вытягивания с кратностью вытяжки, которую выбирают по минимальной дисперсии прочности нити на растяжение параллельных анализов получаемой нити[15].
Недостатком данного способа является наличие нестабильности характеристик нити, что подтверждается наличием большого разброса прочности нити вокруг текущего среднего значения
4. Изобретение относится к технологии получения синтетических волокон, в частности к получению способных к текстильной переработке комплексных полипропиленовых нитей из расплава [16].
Способ заключается в том, что нити формуют из расплава смеси полипропилена с 2-4% от массы полипропилена порошка политетрафторэтилена. Порошок представляет собой смесь частиц с размером 100-900 нм, который получают термогазодинамической деструкцией политетрафторэтилена. Технический результат изобретения заключается в улучшенной способности к переработке как свежесформованных нитей, так и готовых комплексных нитей.
Однако физико-механические характеристики волокнистого материала, модифицированного этим способом, остаются на исходном уровне, т.е. прочность волокна не увеличивается.
Техническим результатом этого способа является получение электретных изделий и фильтров с повышенной стойкостью к масляному туману, а целью введения фторсоединения в расплав полипропилена является лишь повышение зарядных характеристик полимерных изделий.
Недостатками являются:
- невысокой прочностью свежесформованной и готовой нити. Прочность является основной физико-механической характеристикой комплексной нити, определяющей ее область применения и срок эксплуатации. Прочность нити, получаемой по известному способу, в 1,3-6,5 раз меньше, чем прочность волокон, сформованных без добавок;
- невысокой способностью к переработке как свежесформованных, так и готовых нитей. Ориентационное вытягивание и текстильная переработка нитей, получаемых по известному способу, характеризуются высоким уровнем обрывности нити. Любой обрыв нити приводит к снижению качества выпускаемой продукции, снижению производительности оборудования, непроизводительным трудозатратам.
5. Изобретение относится к способу модификации поверхности материала, в частности из полипропилена[17].
Изобретательская задача состояла в поиске способа модификации поверхности материала из полипропилена, включающего активацию поверхности материала под действием тлеющего разряда между водным раствором и анодом, расположенным над раствором, при атмосферном давлении, обработку активированной поверхности в растворе тетрапирольного макрогетероцикла и промывку от его избытка, который позволил бы сократить время процесса, повысить каталитическую активность материала и экологическую безопасность процесса.
Поставленная задача решена способом модификации поверхности материала из полипропилена, включающим активацию поверхности материала под действием тлеющего разряда между водным раствором и анодом, расположенным над раствором, при атмосферном давлении, обработку активированной поверхности в растворе тетрапирольного макрогетероцикла и промывку от его избытка, в котором активацию поверхности материала и обработку активированной поверхности проводят одновременно, в водном растворе дисульфокислоты фталоцианина кобальта при ее концентрации 0,3-0,6 г/л в течение 15-30 минут, а промывку проводят в водном растворе гидроксида натрия при концентрации 0,07-0,1 г/л.
способ имеет следующие недостатки:
- большая длительность процесса (6-12 часов);
- кроме того, этим способом невозможно привить на поверхность полипропилена аминосодержащий тетрапирольный макрогетероцикл в количестве, достаточном для хороших каталитических свойств;
- экологическая опасность способа из-за использования опасных органических растворителей.
6. Изобретение относится к текстильной и химической промышленности, а именно к поверхностному модифицированию полипропиленовых материалов с целью придания им специальных свойств [22].
Изобретательская задача состояла в поиске более простого способа поверхностного модифицирования полипропиленового материала фторированием газообразным фтором в смеси с инертным газом при комнатной температуре, который придал бы материалу свойство подавлять развитие патогенных микрогрибов, повышенную гидрофобность и имел бы меньшую энергоемкость. Поставленная задача решена способом поверхностного модифицирования полипропиленового материала фторированием газообразным фтором в смеси с инертным газом при комнатной температуре, в котором фторирование проводят однократно при содержании фтора в смеси 9-11 об.% в течение 25-30 минут. Технический результат изобретения заключается в том, что полипропиленовый материал приобретает свойство подавлять развитие не только плесневых микрогрибов, но и патогенных, что предотвращает развитие грибковых заболеваний и у человека, и у овощных культур. Поэтому полипропиленовый материал можно с успехом использовать в производстве чулочно-носочного и спортивного трикотажа, агропромышленной пленки и нетканого материала для защиты овощных культур, например, от фитофтороза. Поскольку полипропиленовая пленка обладает после модификации еще и повышенной гидрофобностью, она при использовании для упаковки продуктов превращается в защитный барьер, предотвращающий попадание влаги на пищевые продукты и препятствующий развитию на них плесневых микрогрибов. К тому же способ характеризуется малой энергоемкостью, т.к. исключает необходимость термообработки материала [22].
Изобретение называется «модификация полипропилена волновой энергией или облучением частицами»
Способ модификации полипропилена радиационным облучением с последующей термообработкой, отличающийся тем, что, с целью улучшения формовочных характеристик полипропиленовых композиций, полипропилен помещают в газовую среду, содержащую 0,004 - 0,2 об.% кислорода, облучение электронами осуществляют до дозы 1 - 9 Мрад, а термообработку проводят после выдержки облученного полипропилена в той же среде в течение 0,6 - 40 мин.
Так же существует множество других способов модификации полипропиленовой нити. В данной работе использовалась электро-физическое модификация полипропиленовой нити. Изучалось воздействия электролиза на полипропиленовую нить в разных химических средах.
1.5Метод гидролиза. Применение лентам и шнурам на основеполипропиленовойленты.
Гидролиз– это химическая реакция, происходящая при взаимодействии какого-либо вещества (неорганические соли, белки, аминокислоты, углеводы и др. вещества органической природы) с водой.Существует большое разнообразие методов и технологических приемов гидролиза растительного сырья, что связано со значительным числом факторов, влияющих на кинетику процесса. На скорость реакции гидролитического расщепления гликозидных связей полисахаридов и реальный выход моносахаридов оказывают влияние химическая микрокинетика и макрокинетические факторы, которые связаны с технологической характеристикой сырья, с техническими приемами гидролиза и конструкциейоборудования.
Для достижение поставленной цели было разработана установка для электро-физической модификации текстильных материалов.
Установкой является усовершенствованная модель электролитической ванны(рисунок 1) (электролизер). Электролизёр – аппарат, предназначенный для выделения на электродах веществ, при прохождении электрического тока через раствор электролита [23].
С помощью электролизера было изучено воздействия электролиза на полипропиленовую нить в разных химических растворах.

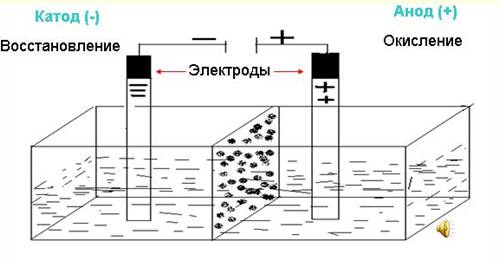
Рисунок 1.4 – Электролизная ванна
Для осуществления электролиза к отрицательному полюсу внешнего источника тока присоединяют катод, а к положительному – анод и погружают их в электролит. При прохождении тока через электролит катионы под действием электрического поля движутся к катоду, а анионы – к положительному электроду – аноду. Например, при электролизе расплава MgCl2 катионы магния, подойдя к катоду, взаимодействуют с приходящими по внешней цепи электронами, восстанавливаются[24]:
К«+»Mg2+ + 2е-®Mg.
Анионы хлора перемещаются к положительному электроду и, отдавая избыточные электроны, окисляются. При этом первичным процессом является окисление ионов хлора:
А«-» 2Cl- –2е-® 2Cl0,
а вторичным – связывание образующихся атомов хлора в молекулы:
2Cl®Cl2.
Складывая уравнения электродных процессов, получим суммарное уравнение окислительно-восстановительной реакции, протекающей при электролизе расплава MgCl2:
Mg2+ + 2Cl-®Mg + Cl2.
Эта реакция не может протекать самопроизвольно, энергия, необходимая для ее осуществления, поступает от внешнего источника тока. В ходе этой реакции электрическая энергия превращается в химическую[23].
Если рассматривать гидролиз солей, то гидролизу подвергаются средние и кислые соли, в образовании которых участвовали сильная кислота и слабое основание (FeSO4, ZnCl2), слабая кислота и сильное основание (NaCO3, CaSO3), слабая кислота и слабое основание ((NH4)2CO3, BeSiO3). Если соль получена путем взаимодействия сильных кислот и основания (NaCl, K2SO4)реакция гидролиза не протекает.
Типы гидролиза
Выделяют несколько типов гидролиза, среди которых наибольшее значение имеют:
а) гидролиз по аниону
Этот тип гидролиза характерен только для неорганических и органических солей, в образовании которых участвовали слабая кислота и сильное основание, например, по аниону гидролизуются метасиликат натрия (Na2SiO3), формиат натрия (HCOONa), ацетат калия (CH3COOK), сульфит кальция (CaSO3) и т.д[29].
Рассмотрим более подробно на примере ацетата калия (CH3COOK). Данная соль образована сильным основанием — гидроксидом калия (KOH)и слабой кислотой — уксусной (CH3COOH). Уравнение гидролиза будет выглядеть следующим образом:
CH3COOK ↔ СH3COO— + K+ (диссоциация соли);
СH3COO— + K+ + H2O ↔ CH3COOH + K+ + OH— (полное ионное уравнение);
СH3COO— + H2O ↔ CH3COOH + OH— (сокращенное ионное уравнение);
CH3COOK + H2O↔ CH3COOH + KOH (молекулярное уравнение).
Наличие ионов OH— в растворе свидетельствует о щелочном характере среды.
б) гидролиз по катиону
Этот тип гидролиза также характерен только для неорганических солей, в образовании которых участвовали сильная кислота и слабое основание, например, по катиону гидролизуются хлорид железа (III) (FeCl3), сульфат меди (II) (CuSO4), нитрат бериллия (Be(NO3)2) и т.д.
Рассмотрим более подробно на примере нитрата бериллия (Be(NO3)2). Данная соль образована слабым основанием — гидроксидом бериллия (Be(OH)2) и сильной кислотой — азотной (HNO3). Уравнение гидролиза будет выглядеть следующим образом:
Be(NO3)2 ↔ Be2+ + 2NO3— (диссоциация соли);
Be2+ + 2NO3— + H2O ↔ BeOH+ + H+ + 2NO3— (полное ионное уравнение);
Be2++H2O ↔ BeOH+ + H+ (сокращенное ионное уравнение);
Be(NO3)2 + H2O ↔ Be(OH)NO3 + HNO3 (молекулярноеуравнение).
Теоретически возможна вторая ступень гидролиза:
Be(OH)NO3↔ BeOH+ NO3—(диссоциациясоли);
BeOH+ NO3—+ H2O ↔ Be(OH)2+ H+ NO3—(полноеионноеуравнение);
BeOH+ H2O ↔ Be(OH)2+ H+(сокращенное ионное уравнение);
Be(OH)NO3+ H2O ↔ Be(OH)2+ HNO3(молекулярное уравнение).
Наличие ионов H+свидетельствует о кислом характере среды.
в) гидролиз и по катиону, и по аниону
Этот тип гидролиза характерен только для неорганических и органических солей, в образовании которых участвовали слабая кислота и слабое основание. Например, по катиону и аниону гидролизуются сульфит аммония (NH4SO3), сульфид железа (II) (FeS), нитрит меди (II) (Cu(NO2)2) и т.д[29].
Рассмотрим более подробно на примере сульфида серы. Данная соль образована слабым основанием — гидроксидом железа (II) (Fe(OH)2) и слабой кислотой — сероводородной (H2S). Уравнение гидролиза будет выглядеть следующим образом:
FeS ↔ Fe2+ + S2- (диссоциация соли);
FeS — + H2O ↔ Fe(OH)2↓+ H2S↑ (молекулярное уравнение).
Среда нейтральная.
1.4.5 Законы электролиза
Связь между количеством выделившегося при электролизе вещества и количеством прошедшего через электролит электричества выражается законами Фарадея.
1 закон Фарадея: массы веществ, выделившиеся на электродах при электролизе, прямо пропорциональны количеству электричества, прошедшего через электролит, т.е.
m = k · I· t,
где m – масса вещества, образовавшегося на электроде или у электрода, г;
k – электрохимический эквивалент вещества;  ;
;
I – сила тока, А;
t – время электролиза, с (ч);
F = 96487 Кл или F = 26,8 А/ч;
Мэ(В) – эквивалентная масса вещества.
2 Закон Фарадея (закон эквивалентов для электрохимических реакций): одинаковые количества электричества выделяют на электродах при электролизе эквивалентные массы различных веществ:

или

Отношение количества электричества (q), необходимого для выделения данной массы вещества, ко всему количеству прошедшего через электролит электричества (Q), называется выходом по току данного вещества и обычно выражается в процентах:
 или
или  . [30]
. [30]
2 . ВЫБОР ОБЪЕКТОВ ИССЛЕДОВАНИЯ
Полипропиленовые ленты применяются в различных отраслях для обвязывания, стягивания картонных упаковок, профилей (металлических и деревянных), труб, строительных материалов (кирпича, плитка, досок, фанеры), бытовой техники и иных товаров.Как и полиэтилен, полипропилен широко используется в качестве материала для производства различной упаковки. Процесс обвязывания осуществляется в три этапа: сначала ленту натягивают (для этого обычно используют специальное приспособление - натяжитель), затем фиксируют концы и обрезают излишки. Скрепление обычно производится металлическим или пластиковым замком, скобкой. Иногда концы соединяются при помощисваривания (применяется нагрев либо ультразвук).
В данной работе объектом исследование являлась полипропиленовая лента, ниже в таблицы - 1 были представлена размеры и характеристики полипропиленовой ленты.
Таблица 1.4 – Основные физико-механические показатели характеристики полипропиленовой ленты.
| Наименование Показатели | Различные технические характеристики |
| Ширина, мм | 25-35 мм |
| Длина, мм | 300-500 мм |
| Толщина, мм | 0,35-0,39 мм |
| Количество нитей основы | 265 |
| Количество нитей утка | 10*2 |
| Наименование ткани | Полипропилен |
| Нормативный документ | ОСТ 17-10-030-2000 |
Для дальнейшего исследование свойств ленты, мы рассматриваем всем требуемым техническим характеристикам, применимых для полипропиленовой ленты. Но иногда исходя из требований и пожеланий производства, данная лента должна обладать повышенными прочностными свойствами, и не существенного повышения стоимости данного материала.
Исходя из представленных данных в литературном обзоре, можно сделать выод о том, что обработка полипропиленового текстильного материала методом водного электрилоза (катода и анода) позволяет решить поставленную задачу .
Поэтому методом изменение различных (физико-механических, химических, и теплофизических свойств данного материала выбрана обработка в установке электролиза. Для достижения требуемого эффекта опыта на данном материале варьировалось время, обработка, сила и напряжение электрического тока, и так же реакционная среда.
3 МЕТОДЫ ИССЛЕДОВАНИЯ ФИЗИКО-ХИМИЧЕСКИХ ПОКАЗАТЕЛЕЙ ЛЕНТЫ
Характеристика объектов исследование
В качестве объектов исследование выбрана полипропиленовая тканая лента «ЛР-30», производство ООО «Квинта» г. Казань, Состав сырья 100% полипропилен.
Свойства полипропиленовой ленты: плохая сминаемость; светоустойчивость; износостойскость; устойчивость кбольшинства органическим растворителям, а так же к различным кислотам и щелочам; имеет степень отсутствие к истираемости; устойчивость к растяжению.
Полипропилен имеет самую меньшую из всех видов пластика плотность – 0,9 г/см3, он является достаточно твёрдым, чем объясняется его наименьшей стойкостью к истиранию, и имеет самое большое значение термостойкости (этот материал начинает размягчаться при температуре 140°С и плавится при 170°С), и также он практически не подвержен коррозии. Полипропилен является высокочувствительным к кислороду и свету (понижение его чувствительности происходит во время введения стабилизаторов). И, какбудет вести себя полипропилен во время растяжения, ещё больше зависит от температуры, а также скорости, с которой прикладывается нагрузка. Чем более низкой будет скорость растяжения данного материала, тем высшим будет показатель его механических свойств. При высоких значениях скоростей растяжение, которое разрушает напряжение во время растяжения полипропилена, является существенно более низким, чем его граница текучести во время растяжения.
3.2 Характеристика физико-механических свойств.
В данной работе использовалисьразличные видыхимических веществи кислот. В певрую очередь, мы использовали соляную кислоту для определение взаимодействия материала, для выявления недостатков данного материала, от химического вещества.
Кислота соляная техническая ГОСТ 3118-77. Дата введение 1979-01-01.
Настоящий стандарт распространяется на реактив – соляную кислоту а так же ( в раствор хлористого водорода), представляющую собой безцветную жидкость с резким запахом, дымящиеся на воздухе; смешивается с водой, бензолом и с эфиром. Плотность кислоты 1,15 -1,19 г,см3 ГОСТ 3118-77 (СТ СЭВ 4276-83) Показатели технического уровня, установленные настоящим видом стандартом, предусмотрены для первой категории качества. Формула соляной кислоты (HCl) Молекулярная масса по международным атомным массам 1971 г. – 36,46 [23].
Техническая вода ГОСТ 17.1.1.04-80 [24]. Вода техническая – вода, кроме питьевой, минеральной и промышленной, пригодная для использования в народном хозяйстве. Техническая вода по ряду показателей может обладать более низким качеством, чем питьевая. Тем не менее, ГОСТ прямо не определяет эти показатели, так как техническая вода в России до сих пор не нормируется по единым руководящим документам. Это вызвано тем, что в настоящее время существует два различных вида нормирования: это нормирование по группе физико-химических показателей и по модели состава (свойствам). Нормирование по модели состава является более предпочтительным – оно определяет такие свойства технической воды, как способность вызывать коррозию или образование накипи в процессе эксплуатации механизмов и материалов, замутнение растворов, выпадение осадка и подобные.
Пирофосфат Калия ГОСТ Р.55054-2012[25] (дифосфорная кислота) представляет собой неорганическое соединение в кристаллической форме, которое бывает в виде белого порошка или прозрачных гранул. Плотность 2,56; тригидрат - 2,83 г/см³. Является очень термостойким, плавится при 1090, при нагревании до указанной температуры вещество разлагается.В текстильной промышленности, он используется как диспергирующая добавка и буферный агент, для улучшения качества отбеливания и окрашивания удалением малого количества ионов железа из воды.
Дистиллированная вода.ГОСТ 6709-72.Настоящий стандарт распространяется на дистиллированную воду, получаемую в перегонных аппаратах и применяемую для анализа химических реактивов и приготовления растворов реактивов.Дистиллированная вода представляет собой прозрачную, бесцветную жидкость, не имеющую запаха[26].
3.3 Методы средство исследование.
Масса полипропиленовой ленты в зависимости от исходных параметров могут быть данными от 350 мм по 25 мм ширина 5,365 мг, с погрешностью 0,2 %. Для определение массы полипропиленовой ленты использовались Лабораторные весы с наименованием Масса-К ВК-1500.1 Электронные лабораторные весы ВК 2 класса точности определялись и предназначались для статических измерений веществ и материала на предприятиях и в научно-производственных лабораториях, в различныхотраслях промышленности. Имеют возможность работы в нескольких единицах измерения веса и режимах взвешивание. Лабораторные весы рекомендуются приобретать именно в комплекте с гирями[27].

Рисунок 1.5 – Лабораторные весы Масса-К ВК-1500.1
Дляопределение прочности материала использовалась машина «SHIMADZU»(рисунок 2) Тестер для определение и упругости, а так же прочности материала, изготовлен с заказным программным обеспечением.
Физико-механические опыты были проделаны на разрывной машине производством фирмы «SHIMADZU» Разрывная машина– это лабораторное оборудование,предназначенноедля проведения испытаний на растяжение или разрыв различных материалов и деталей. В таких машинах используются специальные захваты, устройства и приспособления.
Основные части машины являются:
1. нагружающий модулькласса (однозонный или двухзонный, вертикальный или горизонтальный);
2. модуль управления имеет (гидравлический или электромеханический);
3. специальные захваты и приспособления (клиновые механические захваты, тисочные захваты, клиновые гидравлические захваты, пневматические захваты, столы сжатия, приспособления на изгиб, приспособление на прокол, приспособление на сдвиг, приспособление на сплющивание и т.д.);
4. дополнительные измерительные приборы (экстензометры контактные, экстензометры бесконтактные);
5. для испытания материалов при повышенных или пониженных температурах, отличных от нормальной применяют навесные муфельные печи или подкатные (встроенные) климатические камеры.
На рисунке – 1.6 представлена разрывная машина[28].

Рисунок 1.6 – Разрывная машина «SHIMADZU».
Процесс разрывания полипропиленовой ленты проводят на специальных, разрывных машинах. Разрывные машины бывают разных марок и нагрузок. Какие-то рассчитаны на 200кг, другие на 2000т. Результаты эксперимента автоматически записываются на компьютернаходящийся рядом, этот процесс записывается так же и в ручном режиме. Порядок выполнения работы происходит так:
1. Для началав первую очередь запускают установку. Для того, чтобы она работала стабильно, требуются от силы примерно около 5-10мин ожидания. Это нужно для того, чтобы установка от калибровалось и была в режиме по умолчанию;
2. Затем в последующем действие нужно запустить программу на компьютере, для определения различных данных, и записи результатов приведения графиков на разрыв. Делают контрольные точки, для своих результатов и подготавливают образцы к моменту разрыву;
3. На разрывной машине, должен иметь интервал между закрепителями и зажимами должен быть около 10см, и поэтому, прежде чем крепить образец, нужно удостовериться в том, что требование проходит в соответствие на соблюдение правил управление данным оборудованием. Если же оно не имеет или вовсе нет, то машину можно перевести с автоматического в ручной режим, и поднять/опустить закрепители на нужный интервал. Проверяют интервал между закрепителями обычно линейкой, или любым другим измерительным прибором, имеющим 10 см;
4. Инструментом открепляют винты на закрепителях и вставляют в отверстие полипропиленовую ленту. Лента должна быть ровно натянута между закрепителями. Так же, чтобы при разрыве лента не вырвалась, используют шкурку. Она жесткая, и крепко держит концы ленты в зажиме;
5. После, винты обратно заворачивают и запускают процесс разрыва. Следует отметить, что разрывные машины бывают разные. На некоторых нет винтов с болтами, а бывают тиски, которые закрепляют ленту, по часовой или против часовой сторон;
6. График и значения автоматически заносятся в компьютер до момента разрыва ленты. Результаты можно сохранять в разных форматах. Это может быть и картинка, и таблица, и текстовый документ. Машина возвращается в исходное положение (может быть с погрешностью), закрепители расслабляют, чтобы снять ленту.
Длина проб лент должна быть примерно одинакова, иначе это будет показано на графике. Допустим, если провести несколько разрывов, графики между собой будут параллельно совпадать, что благоприятно для результатов. Если длина будет разной, то и погрешность высокой.
В эксперименте могут использоваться не только обычные ленты, а также пропитанные в разных растворах, что придает им различные свойства.ленты при определенных пропитках будут дольше разрываться, что является хорошим показателем прочности. Все зависит от вида раствора.
Машина на истирание предназначена для определения сопротивления истиранию при скольжении резины и резиновых изделий, путем истирания образцов прижатых к образивной поверхности обращения с постоянной скоростью диска при постоянной нормальной силе согласно методике, изложенной в ГОСТ 426. На таблице 1.5 представлены технологические характеристики оборудования [29].
Таблица 1.5 – Технологическая характеристика истирание полипропиленовой ленты
| Число испытываемых образцов, шт | 3 |
| Число оборотов рабочего диска, об/мин | 100 |
| Относительная скорость скольжения образцов, м/сек | 0,32 |
| Поджимной груз, гр. | 10, 20, 50, 100, 200 |
| Потребляемая мощность, кВт | 0,4 |
| Напряжение, В | 220 |
| Частота, Гц | 50 |
| Габаритные размеры, мм | Не более 740х405х400 |
| Масса, кг | 50 |
Метод истирания обычно проводят для проверки износостойкости ленты, до ее разрушения. Ленту не сильно зажимают между губку и зажимом. Закрепляют и включают аппаратуру. Сначала истирают по часовой, потом против часовых сторон. Эффективность истирания зависит от жесткости шкурки, закрепленной на вращательном кольце. Истирать можно по циклам, это определяют по циферблату. Циклы бывают разные, 50, 75, 100, 125, 150 и больше. На каждую ленту нельзя определить точно, сколько понадобится циклов, т.к. состав и материал бывают разные. В данном случае полипропиленовая лента, для которой требуется жесткая шкурка, т.к. на обычных №700 шкурках процесс истирания займет длительное время.
Для придания физико-механических свойств использовался физико-химический процесс электролиза. Электролиз (от греч. «лизис»–разложение, растворение, распад) – это совокупность физико-химических явлений на находящихся в жидкости электродах при прохождении электрического тока.
На рисунке 1.4 – представлена схема процесса электролиза

Рисунок 1.4 – Схема процесса электролиза
Для осуществления электролиза к отрицательному полюсу внешнего источника постоянного тока присоединяют - катод, а к положительному полюсу - анод, после чего погружают их в электролизер с раствором или расплавом электролита. На поверхности электрода, подключенного к отрицательному полюсу источника постоянного тока (катоде), ионы, молекулы или атомы присоединяют электроны, т. е. протекает реакция электрохимического восстановления. На положительном электроде (аноде) происходит отдача электронов, т. е. реакция окисления. Таким образом, сущность электролиза состоит в том, что на катоде происходит процесс восстановления, а на аноде процесс окисления. В результате электролиза на электродах (катоде и аноде) выделяются соответствующие продукты восстановления и окисления, которые в зависимости от условий могут вступать в реакции с растворителем, материалом электрода и т. п., так называемые вторичные процессы [30].
Полипропилен имеет более высокую температуру плавления, чем полиэтилен, и соответственно более высокую температуру разложения. Чистый изотактический полипропилен плавится при 176 ºC. Максимальная температура эксплуатации полипропилена 120—140 ºС. Все изделия из полипропилена выдерживают кипячение, и могут подвергаться стерилизации паром без какого-либо изменения их формы или механических свойств.
В дальнейшем исследование полипропиленовой ленты, проводили опыты на определение недостатков различными химическими веществами, для выявление различных показателей свойств ленты, представлена на таблице – 1.6
Таблица 1.6 –Химические опыты с различными веществами и кислотами.
| № | Промежуточное время | Напряжение | Сила тока |
| Обработка ленты в растворе соляной кислоте (HCl) (11,5 г/л) | |||
| 1 | 0 | 17 Вт | 3,6 Ам |
| 2 | 5 | 18 Вт | 3,2 Ам |
| 3 | 10 | 18 Вт | 3,3 Ам |
| 4 | 15 | 17 Вт | 3,1 Ам |
| 5 | 20 | 16 Вт | 3,2 Ам |
| Обработка ленты в растворе соляной кислоте (HCl) (3,8 г/л) | |||
| 1 | 0 | 37 Вт | 3,6 Ам |
| 2 | 5 | 38 ВТ | 3,4 Ам |
| 3 | 10 | 36 Вт | 3,3 Ам |
| 4 | 15 | 37 Вт | 3,5 Ам |
| 5 | 20 | 38 Вт | 3,4 Ам |
| Обработка ленты в растворе пирофосфата калия (K₄P₂O₇)(5 г/л) | |||
| 1 | 0 | 118 Вт | 3 Ам |
| 2 | 5 | 112 Вт | 3,5 Ам |
| 3 | 10 | 107 Вт | 3,9 Ам |
| 4 | 15 | 106 Вт | 4 Ам |
| 5 | 20 | 104 Вт | 4 Ам |
Полипропилен является материалом, обладающим химической устойчивостью. Но он может подвергаться лишь воздействию таких сильных окислителей, как азотная и хлорсульфоновая кислоты. Другим окислителям полипропилен почти не подвергается, например, серная кислота при своей концентрации 58% и 30% перекись водорода при комнатной температуре не оказывает сильного воздействия на него. Деструкция полипропилена может произойти лишь после длительного контакта с этими веществами при температуре 60°С[31].
Данный материал является водостойким материалом (вплоть до температуры 130°С), а также некоторые марки могут контактировать с пищевыми продуктами, использоваться для изготовления товаров и упаковки, например лента полипропиленовая, а так же используемых в медико-биологической отрасли. В растворителях органического типа данный материал в условиях комнатной температуры немного набухает. При температуре, превышающей 100ºC, полипропилен растворяется в ароматических углеводородах, вроде толуола и бензола.
ГЛАВА 4 РЕЗУЛЬТАТЫ ЭКСПЕРИМЕНТОВ И ИХ ОБСУЖДЕНИЕ
С целью улучшения требуемых свойств полипропиленовой ленты актуальной задачей является поиск путей модификации данной продукции с незначительным повышением себестоимости выпускаемой продукции.
Одним из методов из таких методов является электрохимическая модификация. Отличительной особенностью электрохимической модификации является возможность протекания на электродах конкурирующих химических реакций окисления и восстановления, с образованием условно свободных молекул чистого вещества.
В ходе работы использована ранее разработанная установка электролиза, схема которой представлена на рисунке 1.5

Рисунок 1.5 – Схема лабораторной установки электролиза
1- источник постоянного тока; 2 - балласт; 3 – латр; 4 – диодный мост; 5 – амперметр; 6 – анод; 7 – катод; 8 – электролитический раствор.
Исходя из результатов ранее проведенных работ, большой интерес представляет влияние сильных окислителей (пирофосфат калия) и восстановителей (соляная кислота) на изменение физико-механических свойств полипропиленовых лент в процессе гидролиза.
В качестве восстановителя выбрана соляная кислота, в связи с тем, что в процессе гидролиза выделяется условно свободный хлор, влияние которого и представляет особый интерес.
HCl==H++Cl-
2HCl==2Н+Cl2
Результаты изменения физико-механических свойств полипропиленовой лент, модифицированной раствором соляной кислоты 25%, методом гидролиза представлены на рисунках 1.6-1.7.

Рисунок 1.6 – Изменение разрывной нагрузки полипропиленовой ленты после модификации в растворе соляной кислоты концентрацией 3,8 г/м3 в процессе гидролиза.

Рисунок 1.7 – Изменение относительного удлинения полипропиленовой ленты после модификации в растворе соляной кислоты концентрацией 3,8 г/м3 в процессе гидролиза.
Анализируя результаты экспериментов, представленных на рисунках 1.6-1.8. Можно сделать вывод о том, что гидролиз раствора соляной кислоты оказывает существенное влияние на изменение физико-механических свойств полипропиленовой лены.
Увеличение показателя разрывной нагрузки полипропиленовой ленты, расположенной на «катоде» объясняется, восстановлением и дальнейшей структуризацией части свободных групп полимера, что подтверждается как повышением показателей разрывной нагрузки, так и повышением показателя относительного удлинения.
Полипропиленовая лента расположенная «на аноде» подверглась деструктивному воздействию, видимо, благодаря условно свободному водороду. Об этом свидетельствует снижение разрывной нагрузки и увеличение относительного удлинения, исследуемых образцов.
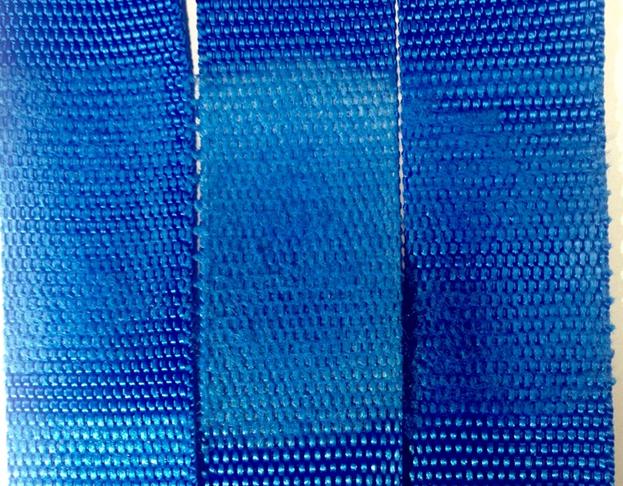
Кроме того необходимо отметить повышение износостойкости исследуемых образцов расположенных «на катоде». Результаты испытаний представлены на рисунке 1.6

|
Рисунок 1.8 – Изменение показателя истираемости полипропиленовой ленты после модификации в растворе соляной кислоты концентрацией 3,8 г/м3 в процессе гидролиза.(Слева на право: а – катод, б– контрольный, в – анод)
Таким образом, анализируя результаты представленные на рисунках4.2-4.4 можно сделать вывод о том, что при проведении процесса гидролиза раствора соляной кислоты с концентрацией 3,8 г/м3, образцы полипропиленовой ленты расположенных «на катоде» приобретают повышенные эксплуатационные свойства, как по показателю разрывной нагрузки – 7%, относительное удлинение – 8%.
В связи с тем, что результаты исследований имеют положительный результат, но не достаточный для практического применения, следующим этапом работы являлось увеличение концентрации соляной кислоты до 11.5 г/м3.
Эксперимент проводился при тех же условиях и настройках экспериментальной установки. Результаты исследований представлены на рисунках 4.5-4.7.

Рисунок 4.5 – Изменение разрывной нагрузки полипропиленовой ленты после модификации в растворе соляной кислоты концентрацией 11,5 г/м3 в процессе гидролиза.
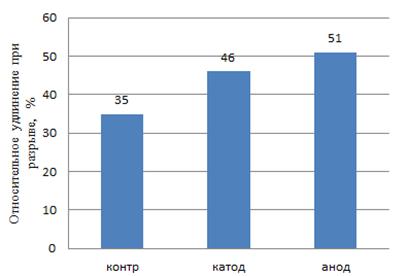
Рисунок 4.6 – Изменение относительного удлинения полипропиленовой ленты после модификации в растворе соляной кислоты концентрацией 11,5 г/м3 в процессе гидролиза.

|
Рисунок 4.7 – Изменение показателя истираемости полипропиленовой ленты после модификации в растворе соляной кислоты концентрацией 11,5 г/м3 в процессе гидролиза.(Слева на право: а – катод, б – контрольный, в – анод).
Увеличение концентрации соляной кислоты в растворе до 11.5 г/м3 приводит к увеличению прочности полипропиленовой ленты расположенной «на катоде» на 20%, с минимальным увеличением показателя относительного удлинения 2%, что говорит о максимальной насыщенности полипропилена ионами хлора.
Следующим этапом работы являлось определение влияния сильного окислителя пирофосфата калия, на физико-механические свойства полипропиленовой ленты.
Результаты исследований представлены на рисунках 4.8-4.10.

Рисунок 4.8 – Изменение разрывной нагрузки полипропиленовой ленты после модификации в растворе пирофосфата калия концентрацией 5 г/м3 в процессе гидролиза.

Рисунок 4.9 – Изменение относительного удлинения полипропиленовой ленты после модификации в растворе пирофосфата калия концентрацией 5 г/м3 в процессе гидролиза.
|
Рисунок 4.10 – Изменение показателя истираемости полипропиленовой ленты после модификации в растворе пирофосфата калия концентрацией 5 г/м3 в процессе гидролиза. ( Слева на право: а –катод, б– контрольный, в – анод).
Анализируя данные представленные на рисунках 4.7-4.10, можно сделать вывод о том, что при использовании пирофосфата калия в концентрации 5 г/дм3, приводит к незначительному увеличению прочностных свойств полипропиленовой ленты в процессе гидролиза.
Данное увеличение прочности на 3% не существенно, а дальнейшее увеличение концентрации пирофосфата калия экономически не выгодно. Однако использование пирофосфата калия в процессе гидролиза приводит к существенному повышению износостойкости, что позволяет применять данный вид продукции в направлениях не требующих высокой прочности на разрыв, а требующих высокой стойкости к истиранию, например тормозные колодки или приводные ремни.
Таким образом, результаты экспериментов представленных в данной работе позволяют сделать вывод о том, что модификация тканых полипропиленовых лент методом гидролиза, с применением восстановителей и окислителей, позволяет целенаправленно изменять физико-механические характеристики и предопределять дальнейшие свойства материала.
Заключение
Исходя из результатов, представленных в данной работе можно сделать вывод о том, что
1. Определеновлияние раствора соляной кислоты различных концентраций, в процессе гидролиза, на физико-механические показатели полипропиленовой ленты.
2. Доказано, что при увеличении концентрации соляной кислоты до 11,5 г/дм3, приводит к максимальной насыщенности полипропилена ионами хлора.
3. Установлено, что использование пирофосфата калия в процессе гидролиза приводит к существенному повышению износостойкости.
4. Определены и сформулированы дальнейшие этапы разработки технологии электролизной модификации полипропиленовых лент
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ:
1. «Камелотпласт»Вид полипропилена в гранулированном состояние (вид слева) [электронный ресурс], вход свободный http://www.camelotplast.ru/info/history-polypropilen.php
2. Финд.патент Патент РФ 2169216 [электронный ресурс], вход свободный http://www.findpatent.ru/patent/241/2411312.html
3. Финд.патент 2 Патента РФ 2246979[электронный ресурс], вход свободный http://www.findpatent.ru/patent/241/2411312.html
4. Финд.патент 3 [электронный ресурс], вход свободный http://www.findpatent.ru/patent/241/2411312.html
5. Финд.патент 4 [электронный ресурс], вход свободный http://www.findpatent.ru/patent/241/2411312.html
6. Финд.патент 5 [электронный ресурс], вход свободный http://www.findpatent.ru/patent/241/2411312.html
7. Финд.патент 6 [электронный ресурс], вход свободный http://www.findpatent.ru/patent/241/2411312.html
8. Капрон [электронный ресурс], вход свободный http://izvolokna.ru/materialy/tkani/kapron-sostav-i-svojstva.html
9. Описание мультифеломентной нитиГОСТ 6611.2-73 [электронный ресурс], вход свободный http://www.sctrade.ru/niti-polipropilenovyie/nit-multifilamentnaya
10. Физико-механические характеристики полипропилена [электронный ресурс], вход свободный https://studfiles.net/preview/4201123/page:6/
11. Стойкость полипропилена к воздействию отдельных химических реагентов [электронный ресурс], вход свободный https://studfiles.net/preview/4201123/page:7/
12. Свойства полипропиленовыхгранул, описаниестр.№6[электронный ресурс], вход свободный https://studfiles.net/preview/4201123/page:6/
13. Полипропилен [электронный ресурс], вход свободный http://www.alex-sport.ru/technology.php?view=35
14. Способ упрочнения полипропиленовой нити [электронный ресурс], вход свободныйhttp://www.freepatent.ru/patents/2421556
15. Полипропиленовая нить: её свойства и применение [электронный ресурс], вход свободныйhttps://www.fitex.ru/articles/polipropilenovaya_nit_ee_svoystva_i_primenenie/
16. Способ ориентации полипропиленовых нитей [электронный ресурс], вход свободный http://www.freepatent.ru/patents/2286408
17. Способ получения комплексных полипропиленовых нитей [электронный ресурс], вход свободный http://www.freepatent.ru/patents/2411312
18. Способ модификации поверхности материала из полипропилена [электронный ресурс], вход свободный http://www.freepatent.ru/patents/2288239
19. Способ поверхностного модифицирования полипропиленового материала [электронный ресурс], вход свободный http://www.freepatent.ru/images/patents/485/2488601/patent-2488601.pdf
20. Способ модификации полипропилена [электронный ресурс], вход свободный http://www.freepatent.ru/patents/2031906
21. Полипропиленовые волокна, способы их получения и их применение [электронный ресурс], вход свободный http://www.freepatent.ru/patents/2457290
22. Электролизная ванна (электролизер) из полипропилена [электронный ресурс], вход свободный http://www.sibmashpolymer.ru/proekty/elvanna-pp
23. ГОСТ 3118-77 Кислота соляная. Дата введения 1979-01-01.
24. ГОСТ 17.1.1.04-80 Техническая вода. Вода техническая – вода, кроме питьевой, минеральной и промышленной, пригодная для использования в народном хозяйстве
25. ГОСТ Р55054-2012 Пирофосфат калия. Дата введение 2014-01-01.
26. ГОСТ 6709-72Дистилированная вода. Настоящий стандарт распространяется на дистиллированную воду, получаемую в перегонных аппаратах и применяемую для анализа химических реактивов и приготовления растворов реактивов.
27. Лабораторные весы Масса-К ВК-1500.1 [электронный ресурс], вход свободный https://metron24.ru/wp-content/uploads/2018/02/1-3-2.jpg
28. «Метротест» разрывная машина «SHIMADZU» [электронный ресурс], вход свободный http://metrotest.ru/article/chto-takoe-razryvnaia-mashina
29. ЗАО «Полимермаш» Метод истирания полипропиленовой ленты [электронный ресурс], вход свободный http://www.polymermash.ru/content/view/163/63/
30. Физико-химические процессы электролиза [электронный ресурс], вход свободный http://lektsii.com/1-21846.html
31. Электролиз как окислительно-восстановительный процесс [электронный ресурс], вход свободный webkonspect.com/?room=profile&id=22105&labelid=198709
32. Электролиз водных растворов электролитов [электронный ресурс], вход свободный bib.convdocs.org/v28362/бойко_е.н.,_кузьмичева_в.п...створов_электролитов
33. Анодные процессы гидролиза [электронный ресурс], вход свободный studopedia.ru/10_151583_anodnie-protsessi.html
34. Метод гидролиза[электронный ресурс], вход свободныйhttp://ru.solverbook.com/spravochnik/ximiya/11-klass/gidroliz/tipy-gidroliza/
35. Закон электролиза [электронный ресурс], вход свободный studopedia.ru/10_151585_zakoni-elektroliza.html
36. «Веб-курсовик»(Реферат - Изучение полипропилена) [электронный ресурс], вход свободный www.webkursovik.ru/kartgotrab.asp?id=-169065
37.
Дата добавления: 2018-08-06; просмотров: 349; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!