Измерение и статистическая обработка результатов
| a) |
| б) |
| Рис. 2.3 |
| Рис. 2.3 |

 По эскизам (рис. 2.3, а и б) выполнена партия деталей в количестве 25 шт. Необходимо измерить действительные размеры гладкой части болтов (шайб) и провести статистическую обработку результатов измерений .
По эскизам (рис. 2.3, а и б) выполнена партия деталей в количестве 25 шт. Необходимо измерить действительные размеры гладкой части болтов (шайб) и провести статистическую обработку результатов измерений .
Статистическую обработку результатов измерений производят следующим образом. Располагая полученные действительные размеры diв порядке возрастания их значений, получают ранжированный ряд случайных дискретных величин. Разность между наибольшим и наименьшим размерами определит величину размаха R действительных размеров R = dнб–dнм.
Для упрощения расчетов разность между dнби dнм разбивают на k интервалов (рекомендуется 8–15 интервалов). Для определения числа интервалов рассчитывают дискретный шаг интервалов по формуле
 .
.
Полученное значение шага округляют до0,01 мм и по этому значению определяют окончательное количество интервалов. После этого подсчитывают число деталей ni, имеющих размеры, находящиеся в пределах каждого интервала, и частостьni/(N-1). Определяют среднее арифметическое значение действительных размеров как
 ,
,
где N – общее количество измерений; xi – значение i-го измерения.
 Рассеяние значений случайных величин в выборке N относительно эмпирического группирования (при N < 30шт) характеризуется уточненным эмпирическим средним квадратическим отклонением, которое определяется по формуле
Рассеяние значений случайных величин в выборке N относительно эмпирического группирования (при N < 30шт) характеризуется уточненным эмпирическим средним квадратическим отклонением, которое определяется по формуле
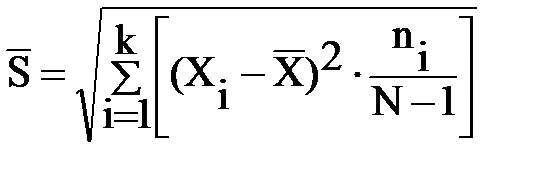 ,
,
где Xi – среднее арифметическое значение в i - й группе.
|
|
|
По результатам выборки устанавливают границы, внутри которых с определенной вероятностью будет находиться математическое ожидание М(х) случайной величины х. Эти границы определяют доверительный интервал, который зависит от доверительной вероятности b.
В общем случае при малой выборке и различной доверительной вероятности доверительный интервал выразится как
 , (2.1)
, (2.1)
где  - среднее квадратичное отклонение для распределения средних арифметических величин; td- критерий Стьюдента, который для доверительной вероятностиb = 0,9 в зависимости от числа степеней свободы К = N- 1 приведен ниже:
- среднее квадратичное отклонение для распределения средних арифметических величин; td- критерий Стьюдента, который для доверительной вероятностиb = 0,9 в зависимости от числа степеней свободы К = N- 1 приведен ниже:
| К | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15-16 | 17 | 18- 20 | 21- 22 | 23- 27 | 28- 30 |
| td | 1,86 | 1,83 | 1,81 | 1,80 | 1,78 | 1,77 | 1,76 | 1,75 | 1,74 | 1,73 | 1,72 | 1,71 | 1,70 |
Порядок выполнения работы
1. По номинальному размеру и обозначению поля допуска по ГОСТ 25347–88 находят предельные отклонения и подсчитывают предельные размеры (наибольший и наименьший).
2. Строят поле допуска, на котором указывают предельные отклонения, номинальный, наибольший и наименьший предельные размеры.
3. Производят обмер деталей и заносят результаты в табл. 2.1.
|
|
|
4. Проводят статистическую обработку результатов измерений, которая заключается в определении доверительного интервала для М(х) по формуле (2.1) при b =0,90.
5. Дают заключение о годности партии деталей по данной выборке путем сравнения границы доверительного интервала с границами заданного поля допуска. Если границы доверительного интервала не выходят за пределы поля допуска, то партия деталей считается годной с доверительной вероятностью b.
Таблица 2.1
| Измеренный размер di, мм | Ранжированный ряд измеренных значений di, мм | Среднее значение интервала Хi, мм | Число деталей в интервале ni, шт | Отклонение от среднего значения Vi =Xi – X , мм | Частость ni N-1 |
| Х | N |
6.
| ni |
| Xi |
| Полигон |
| Гистограмма |
| Рис. 2.4 |
Отчет по работедолжен содержать цель работы, эскиз детали, схему поля допуска диаметра болта (шайбы), результаты измерений (см. табл. 2.1) и статистической обработки измерений, а также заключение о годности партии деталей.
|
|
|
Дата добавления: 2018-02-28; просмотров: 315; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!