Способы обработки горловины без воротника
Виды и конструкция воротников
- Основные части и детали воротника
- Классификация воротников
- Обработка воротников различных конструкций
- Способы обработки горловины без воротника
- Способы обработки внешних срезов одинарного воротника
Основные части и детали воротника
Воротник – деталь швейного изделия для обработки и оформления выреза горловины
Воротник в одежде играет утилитарную и декоративную роль
По внешнему виду в зависимости от формы у воротников различают внутреннюю невидимую часть - стойку и внешнюю видимую - отлет. Разделяются указанные части линией перегиба стойки.
Воротникам в процессе обработки необходимо придать плотность, устойчивость, упругость. Уплотнение воротника получают в результате соединения верхнего воротника с прокладкой ниточным или клеевым способом.
Чаще всего воротник состоит из отлета и стойки
Отлет – внешняя отгибающаяся часть воротника, расположенная от верхней линии стойки воротника (воротник-стойка не имеет отлета)
Стойка – внутренняя невидимая вертикально расположенная часть воротника, оформляющая отгибающую часть (плосколежащие воротники не имеют стойки)
Стойка может быть отдельной деталью или быть цельновыкроенной с воротником или цельновыкроенной с изделием.
Воротники рекомендуется соединять с изделиями в собранном виде, за исключением изделий с воротниками, цельнокроенными с подбортами.
|
|
|
Классификация воротников
ü По количеству деталей кроя
· Одинарные
· Двойные
· Двойные цельновыкроенные
· Из двух частей
Двойные могут быть с прокладкой (клеевой или неклеевой) или без прокладки
ü По способу обработки отлета и концов:
· обтачные,
· окантованные,
· обработанные швом вподгибку,
· с отделкой (оборкой, кружевом, кантом)
ü По форме:
· С закругленным концами
· С остроугольными концами
· С фигурными концами
ü По применяемым материалам
· Из основного материала
· Из отделочного материала
· Из нетканого материала (мех, кожа, замша)
ü По назначению:
· постоянные (втачные)
· отделочные (съемные)
ü По внешнему виду
· Вертикально расположенные (стоячие)
· Совпадающие с поверхностью изделия (плосколежащие)
· Отложные (состоящие из стойки и отлета)
· Фантази (производные, комбинированные)
ü По способу соединения с горловиной
· -втачные
· -цельновыкроенные
ü По виду застежек в изделиях:
· Воротники в изделиях с застежкой доверху
· Воротники в изделиях с застежкой до лацкана
Обработка воротников различных конструкций
Воротнику в процессе обработки необходимо придать жесткость и упругость В двойных это осуществляется путем соединения одной или двух частей воротника с прокладкой ниточным или клеевым способом.
|
|
|
Обработка цельного двойного воротника заключается в перегибании детали лицевой стороной внутрь по долевому сгибу, обтачивании концов (ширина шва 5-7 мм)
Обработка двойного обтачного воротника
Если воротник обрабатывают с прокладкой, то прокладку клеевую – в плотных тканях – приклеивают на верхний воротник. В тонких тканях неклеевую – наметывают на верхний воротник .
Детали складывают лицевой стороной внутрь. Сметывают со стороны верхнего воротника, припосаживая его в углах и на закруглениях. Обтачивают воротник со стороны нижнего по концам и отлету с посадкой верхнего воротника на углах и закруглениях (ширина шва 5-7 мм). Припуски швов в углах подрезают. В воротниках с фигурным краем на вогнутых участках срезы швов надсекают так, чтобы надсечка не доходила до строчки 1-2 мм.
Припуски разутюживают. Воротник выворачивают. Край выправляют, выметывают кант из верхнего воротника величиной 1-2 мм, операцию производят со стороны нижнего воротника. Готовый воротник приутюживают со стороны нижнего воротника.
Кант фиксируют отделочной строчкой.
|
|
|
При обработке воротника без отделочной строчки в жакетах, пальто шов обтачивания прикрепляют к нижнему воротнику клеевыми материалами, на стачивающей машине, на машине потайного стежка или вручную.
| В изделиях из шелковых, шерстяных, плотных х/б, трикотажных полотен кант закрепляют, настрачивая нижний воротник на припуск шва обтачивания. | 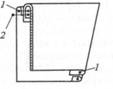
|
Обработка воротника с отделкой
В воротниках с отделкой оборку или кант накладывают изнаночной стороной на лицевую сторону нижнего воротника (обработанным краем к середине), притачивают со стороны отделки (с посадкой ее в углах). После этого воротники складывают лицевыми сторонами внутрь, обтачивают верхний воротник нижним, прокладывая строчку со стороны нижнего воротника, на расстоянии 1-2 мм от первой строчки в сторону середины. Припуски высекают, разутюживают, воротник выворачивают, выправляют край, выметывают кант, закрепляют край отделочной строчкой
Обработка воротника с острыми концами
Обтачивают верхний воротник нижним только по отлету, после выворачивания настрачивают припуск на нижний воротник. Затем, обогнув припуском шов обтачивания отлета, обтачивают конец воротника. Припуск в уголке высекают, воротник выворачивают.
|
|
|

Если верзний воротник выкроен шире нижнего, то вначале стачивают воротники по срезам концов, припуски заутюживают на нижний воротник, воротники складывают так, чтобы нижний располагался симметрично, относительно концов верхнего. Обтачивают воротник по отлету. Далее обработка аналогична.
Обработка воротника из двух частей.
Каждую часть обтачивают отдельно, обработанные части укладывают встык, скрепляют ручными стежками или машинной строчкой на расстоянии 5 мм от края
Обработка воротника с отрезной стойкой
Если воротник имеет отрезную стойку в средней части, соединяют отлеты со стойками верхнего и нижнего воротника по отдельности, швы разутюживают или расстрачивают. Затем воротник обтачивают по отлету и концам, выворачивают, выправляют и фиксируют кант.
При обработке воротника с отрезной стойкой по всей длине обтачивают отлет воротника, при необходимости прокладывают отделочную строчку. Нижний срез наружной стойки заметывают. Готовый отлет вкладывают между двумя частями стойки. Втачивают отлет воротника в стойку, одновременно обтачивая концы стойки. Стойку выворачивают. Если необходимо проложить отделочную строчку по шву втачивания отлета в стойку, эту операцию выполняют одновременно с настрачиванием наружной стоки после втачивания воротника в горловину.

Обработка воротника-стойки
Обработка отрезной стойки – аналогична двойному обтачному воротнику
Способы обработки горловины без воротника
При обработке горловин у изделий без воротников используют краевые швы: вподгибку, окантовочный или обтачной.
А) Горизонтальный щелевидный вырез горловины с прямолинейным краем (так называемая лодочка) обрабатывают швом вподгибку с открытым обметанным или закрытым срезом. Строчку застрачивания припуска горловины выполняют на машине челночного или потайного стежка. Иногда припуск горловины с обработанным срезом только заутюживают на изнанку изделия, но не: застрачивают. Припуск горловины застрачивают до стачивания и обметывания плечевых срезов. Концы плечевых швов у линии горловины подворачивают наизнанку и застрачивают короткой обратной строчкой, прокладываемой вдоль плечевого шва с лицевой стороны изделия.
Б) Вырез горловины овальной формы обрабатывают окантовочным швом с закрытым срезом, используя тесьму или косую бейку. Концы окантовочной тесьмы или косой бейки могут переходить в завязки.
В изделиях без застежки окантовывание среза горловины осуществляют после соединения и обметывания одного плечевого шва. Окантовав срез горловины, соединяют второй из плечевых швов. Срезы второго плечевого шва обметывают вместе с окантовочной бейкой или тесьмой. Утолщенный припуск заутюживают вместе с припусками плечевого шва в сторону спинки и застрачивают поперечной строчкой по линии плечевого шва или строчкой, проложенной по окантованному шву с лицевой стороны изделия.
В изделиях без застежки со средние швом спинки горловину окантовывают до стачивания средних срезов спинки так, чтобы при дальнейшей обработке концы окантовки вошли в шов. Верхние и нижние края окантовки в среднем шве должны быть на одном уровне. Припуск среднего шва прикрепляют в верхней части к изделию строчкой поперек окантовки на расстоянии 3-4 мм от срезов шва.
В изделиях с застежкой на планку окантовывание среза горловины выполняют до притачивания планки.
В изделиях из шерстяных тканей горловину обрабатывают окантовочным швом с 1 открытым, обметанным срезом
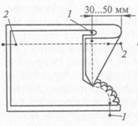
В) Горловину изделий с любой формой выреза можно обрабатывать обтачным швом. В качестве обтачивающей детали используют подкройную обтачку шириной 40...60 мм, вырезанную по форме горловины, или косую бейку, ширина которой варьируется от 20 до 50 мм.
В1) Подкройной обтачкой. Части обтачки стачивают, швы разутюживают и расстрачивают, внутренние срезы перегибают на изнаночную сторону и застрачивают.
Если в изделии застежка до верха, концы обтачки притачивают к подбортам или припускам на обработку, швы отворачивают в сторону обтачки.
| Срез горловины обтачивают (ш.ш. 7 мм). Припуск надсекают, обтачку отгибают, шов настрачивают на обтачку. (1-3 м от шва обтачивания). Обтачку отгибают на изнанку изделия и приутюживают, образуя кант в сторону обтачки. Если по горловине проектируется отделочная строчка, то обтачку на припуск предварительно не настрачивают. Обтачку закрепляют на плечевых швах изделия | 
|
В2) Подкройной обтачкой–бейкой. После обтачивания горловины и выворачивания обтачки подгибают и настрачивают внутренний срез обтачки.
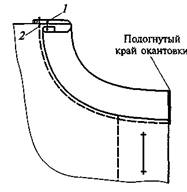
В3) косой обтачкой-бейкой
Выполняют в изделиях из прозрачных тканей с повышенной осыпаемостью нитей горловины.
Обтачку накладывают на лицевую сторону изделия лицевой стороной вниз и обтачивают горловину. Шов – в сторону обтачки.
Срез обтачки перегибают в сторону изнанки на 5-7 мм и подогнутым краем закрывают шов, перекрывая строчку обтачивания на 2 мм, закрепляют с лицевой стороны машинной строкой в шов притачивания обтачки или на 1 мм от него по основной детали.
Обтачку отгибают на изнанку изделия, выправляют и приутюживают, выправляя кант 2-3 мм из основной детали. Прикрепляют по плечевым швам.


В4) двойной косой бейкой

Дата добавления: 2018-02-28; просмотров: 2491; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!