Различают также посадки в системе отверстия и посадки в системе вала.
Дисциплина: «Допуски и технические измерения»
| ОСНОВНЫЕ СВЕДЕНИЯ О ДОПУСКАХ И ТЕХНИЧЕСКИХ ИЗМЕРЕНИЯХ |
Механизмы машин и приборов состоят из деталей, совершающих в процессе работы определенные относительные движения или соединенных неподвижно. Детали, в той или иной степени взаимодействующие между собой в механизме, называют сопряженными.
Производственный опыт показал, что задачу выбора оптимальной точности можно решить установлением для каждого размера детали (особенно для сопрягаемых ее размеров) пределов, в которых может колебаться ее действительный размер; при этом исходят из того, что узел, в который входит деталь, должен соответствовать своему назначению и не терять работоспособность в требуемых условиях функционирования с необходимым ресурсом.
Рекомендации по выбору предельных отклонений размеров деталей разработаны на основании многолетнего опыта изготовления и эксплуатации различных механизмов и приборов и научных исследований, и изложены в единой системе допусков и посадок (ЕСДП СЭВ). Допуски и посадки, установленные ЕСДП СЭВ, могут быть осуществлены по системам отверстия или вала.
Основные термины и определения установлены ГОСТ 25346-89 «Основные нормы взаимозаменяемости. ЕСДП. Общие положения, ряды допусков и основных отклонений».
Размеры – числовое значение линейных величин (диаметров, длин и т.д.) в машиностроении и приборостроении размеры указываются в миллиметрах (мм). Все размеры подразделяют на номинальные, действительные и предельные.
|
|
|
Номинальный размер — размер, который указывают на чертеже на основании инженерных расчетов, опыта проектирования, обеспечения конструктивного совершенства или удобства изготовления детали (изделия). Относительно номинального размера определяют предельные размеры, он служит также началом отсчета отклонений. Чтобы уменьшить разнообразие назначаемых конструкторами размеров со всеми вытекающими преимуществами (сужением сортамента материалов, номенклатуры мерного режущего и измерительного инструмента, сокращением типоразмеров изделий и запасных частей к ним и т. п.), а также в целях применения научно обоснованных, наиболее рационально построенных рядов чисел, при конструировании следует руководствоваться ГОСТ 6636 — 69 на нормальные линейные размеры. В стандартизации применяют ряды чисел, члены которых являются членами геометрической прогрессий.
Качество продукции относится к числу важнейших показателей производственно-хозяйственной деятельности предприятий. От уровня качества выпускаемых изделий во-многом зависит и экономическая характеристика предприятия, и его конкурентоспособность, и положение на рынке товаров и услуг.
|
|
|
Под качеством продукции понимается совокупность признаков и свойств продукции, обуславливающих ее способность удовлетворить определенные потребности.
Можно выделить две группы показателей, отражающие качество продукции.
· Эксплуатационные показатели, которые отражают свойства качества продукции, связанные с удовлетворением потребностей в соответствии с назначением изделий. К числу таких показателей, применительно к продукции машиностроения, можно отнести технические характеристики машин и приборов, их надежность и долговечность, дизайн, устойчивость к воздействию окружающей среды и другие, а также цену изделия и затраты на его эксплуатацию.
· Производственно-технологические показатели, характеризующие машину или прибор как объект производства в условиях предприятия-изготовителя. Эти показатели указывают на соответствие качества изготовленных изделий требованиям стандартов или технических условий, степень их технологичности, на трудоемкость и себестоимость изделий в производстве и т.п.
Каждое предприятие призвано выпускать изделия должного качества, способные удовлетворять всем требованиям потребителя. Выпуск высококачественной продукции определяет необходимость обеспечения на предприятии комплекса технических, организационных и управленческих мероприятий, имеющих своей целью производство продукции соответствующего качества. Международный стандарт ИСО серии 8402 следующим образом трактует понятие обеспечения качества:
|
|
|
«Обеспечение качества» – это все планируемые и систематически осуществляемые виды деятельности в рамках системы качества, а также подтверждаемые (если это требуется), необходимые для создания достаточной уверенности в том, что объект будет выполнять требования к качеству».
Обеспечение качества выпускаемой продукции – одна из важных функций организации производства на предприятии. Для реализации этой функции на предприятии формируется система обеспечения качества продукции, представляющая собой комплекс организационных мероприятий, имеющих своей целью создание необходимых условий для выпуска продукции должного качества.
ГОСТ - государственный стандарт – разрабатывается на продукцию, имеющую межотраслевое значение.
В отличие от ТУ, требования ГОСТ разрабатываются не предприятием-изготовителем, а государственными отраслевыми структурами, утверждается на высшем уровне Межгосударственным советом по стандартизации, метрологии и сертификации.
|
|
|
Каждый ГОСТ проходит серьезные испытания и проверки в сертифицированных лабораториях, оценивается научными сотрудниками отрасли, проходит межведомственные согласования и только после этого допускается к публикации.
Для создания и утверждения ГОСТа задействуются многие институты, предприятия, эксперты. Утверждает ГОСТы Федеральное агентство по техническому регулированию и метрологии (сокращённое наименование в 2004—2010 годах — Ростехрегулирование; с июня 2010 года — Росстандарт) — федеральный орган исполнительной власти, осуществляющий функции по оказанию государственных услуг, управлению государственным имуществом в сфере технического регулирования и метрологии. Находится в ведении Министерства промышленности и торговли Российской Федерации. В других странах (СНГ) – аналогично.
Технические условия
ТУ - технические условия - разрабатывает предприятие–производитель и утверждает отраслевое министерство с минимальными формальностями. Поэтому ТУ могут быть более мягкими по сравнению с ГОСТом, а могут быть и более жесткими, когда стандарт устарел и не отвечает требованиям конкретного производства, например, по точности изготовления, по количеству примесей и т.д. Предприятия, чтобы избежать лишних затрат, часто разрабатывают свои ТУ, чтобы сертифицировать свою продукцию.
ГОСТ устанавливает технические требования к продукции, требования безопасности, методы анализа, область и способы применения. Требования ГОСТа обязательны к соблюдению всеми государственными органами управления и субъектами хозяйственной деятельности. Если ГОСТ находится на самой вершине пирамиды стандартов, то ТУ – в самом ее низу: технические условия по большей части разрабатываются производителями самостоятельно, исходя из собственных представлений о том, как нужно делать тот или иной продукт и какими свойствами он должен обладать.
Отраслевой стандарт
ОСТ – отраслевой стандарт – разрабатывается на продукцию отраслевого значения.
Отраслевой стандарт (ОСТ) — устанавливается на те виды продукции, нормы, правила, требования, понятия и обозначения, регламентация которых необходима для обеспечения качества продукции данной отрасли.
Объектами отраслевой стандартизации в частности могут быть отдельные виды продукции ограниченного применения, технологическая оснастка и инструмент, предназначенные для применения в данной области, сырье, материалы, полуфабрикаты внутриотраслевого применения, отдельные виды товаров народного потребления. Также объектами могут быть технические нормы и типовые технологические процессы, специфичные для данной отрасли, нормы, требования и методов в области организации проектирования; производства и эксплуатации промышленной продукции и товаров народного потребления.
Отраслевые стандарты утверждаются министерством (ведомством), являющимся головным (ведущим) в производстве данного вида продукции. Степень обязательности соблюдения требований стандарта отрасли определяется тем предприятием, которое применяет его, или по договору между изготовителем и потребителем. Контроль за выполнением обязательных требований организует ведомство, принявшее данный стандарт.
Размер
Номинальный размер, относительно которого определяют предельные размеры и отклонения. Номинальный размер является общим для соединений.
Действительный размер установлен измерением с допустимой погрешностью.
Предельные размеры – это два предельных допустимых размера, между которыми должен находиться, или которым может быть равен действительный размер.
Больший из них – Dmax и dmax, а меньший – Dmin и dmin.
Предельные размеры позволяют определить точность обработки, пользуясь ими, отбраковывают детали.
В современном машиностроении детали машин изготовляют взаимозаменяемыми. Это значит, что при сборке любая деталь из всей массы одинаковых деталей может быть соединена с сопрягаемыми с ней деталями без дополнительной обработки (подгонки), при этом получается требуемый вид соединения (посадка). Только при этом условии представляется возможным производить сборку машин поточным методом.
Идеально точно обработать детали невозможно, всегда будут небольшие отклонения от требуемых размеров из-за неточности станков, на которых обрабатывались детали, неточности измерительных инструментов, которыми производится обмер, и др. Следовательно, для того чтобы детали удовлетворяли требованиям взаимозаменяемости, необходимо на чертежах указывать допустимые отклонения от номинальных размеров при данном виде соединения деталей
Наибольший допустимый размер для осуществления требуемого соединения (посадки) деталей называется наибольшим предельным размером;
Наименьший допустимый размер для осуществления требуемого соединения (посадки) называется наименьшим предельным размером (фиг. 626).
Разность между наибольшим и наименьшим предельными размерами называется допуском.
Разность между наибольшим предельным размером и номинальным размером называется верхним предельным отклонением.
Разность между наименьшим предельным размером и номинальным размером называется нижним предельным отклонением.
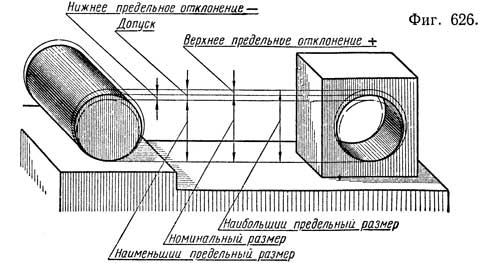
На фиг. 1 показано верхнее положительное отклонение (со знаком +) и отрицательное нижнее (со знаком -).
Однако не всегда наибольший предельный размер больше, а наименьший предельный размер меньше номинального размера. Обычно в случае неподвижной посадки наибольший и наименьший предельные размеры вала должны быть больше номинального размера (фиг. 1).
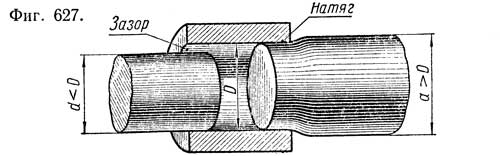
При подвижной посадке наибольший и наименьший предельные размеры вала должны быть меньше номинального размера (фиг. 627). При этом между соединяемыми деталями образуется зазор, величина которого определяется положительной разностью между диаметром отверстия и диаметром вала. При этом между соединяемыми деталями образуется зазор, величина которого определяется положительной разностью между диаметром отверстия и диаметром вала.
Допуском размера называется разность между наибольшим и наименьшим предельными размерами или алгебраическая разность между верхним и нижним отклонениями.
Номинальный размер, относительно которого определяют предельные размеры и отклонения. Номинальный размер является общим для соединений.
Действительный размер установлен измерением с допустимой погрешностью.
Предельные размеры – это два предельных допустимых размера, между которыми должен находиться, или которым может быть равен действительный размер.
Условие годности действительных деталей:Годный действительный размер должен быть не больше максимального и не меньше минимального или быть равным им.
Условие годности отверстия:
Dmin < Dd < Dmax
Условия годности вала:
dmin < dd < dmax
Условие годности необходимо дополнить характеристикой брака: брак исправимый, брак неисправимый.
Пример: Конструктор, исходя из условий прочности, определил номинальный размер вала 54 мм. Но, в зависимости от назначения, размер 54 может отклоняться от номинального в следующих пределах: наибольший размер dmax = 54,2 мм, наименьший размер dmin = 53,7 мм. Эти размеры являются предельными, а действительный размер годной детали может иметь размеры, находящиеся между ними, то есть от 54,2 до 53,7 мм.
Однако задавать на чертеже два размера неудобно, поэтому в дополнение к номинальному размеру на чертеже проставляют его предельные отклонения верхнее и нижнее.
Верхнее предельное отклонение - это алгебраическая разность между наибольшим предельным и номинальным размерами.
Нижнее предельное отклонение - это алгебраическая разность между наименьшим предельным и номинальным размерами.
На чертеже предельные отклонения размеров указываются справа непосредственно после номинального размера: верхнее отклонение над нижним, причем числовые величины отклонений записываются более мелким шрифтом, (исключение составляет симметричное двустороннее поле допуска, в этом случае числовая величина отклонения записывается тем же шрифтом, что и номинальный размер). Номинальный размер и отклонения проставляются на чертеже в мм.
Перед величиной предельного отклонения указывается знак + или -, если же одно из отклонений не проставлено, то это значит, что оно равно нулю.
Отрицательного допуска не бывает, это всегда положительная величина.
Размер без чертежа не существует, его надо обязательно соотнести с поверхностью, обработка которой им определяется.
Для удобства и упрощения оперирования данными чертежа, все многообразие конкретных элементов деталей принято сводить к двум элементам:
· наружные (охватываемые) элементы – вал,
· внутренние (охватывающие) элементы – отверстие.
При этом не следует принятый термин «вал» отождествлять с названием типовой детали. Многообразие элементов типа «вал» и «отверстие» никак не связано с определенной геометрической формой, которая привычно ассоциируется со словом «цилиндр». Конкретные конструктивные элементы детали могут иметь как форму гладких цилиндров, так и быть ограниченными гладкими параллельными плоскостями. Важен лишь обобщенный тип элемента детали: если элемент наружный (охватываемый) – это «вал», если внутренний (охватывающий) – это «отверстие».
Деталь считается годной, если:
· Dmin ≤ DД ≤ Dmax(для отверстия)
· dmin ≤ dД ≤ dmax (для вала)
Брак исправим, если:
· DД < Dmin (для отверстия)
· dД > dmax ( для вала)
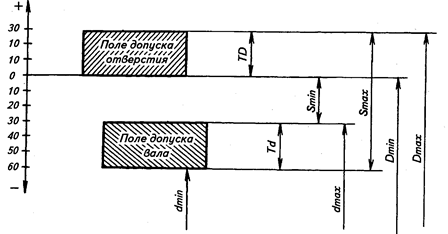
В технической документации широкое распространение нашло условное схематическое графическое изображение полей допусков деталей. Обусловлено это многими причинами. При обычных масштабах, в которых выполняют чертежи деталей или сборочных единиц, трудно показать зрительно различимыми допуски и отклонения, так как они очень малы. Достаточно сказать, что во многих случаях допуски и отклонения не вышли бы за пределы толщины линии карандаша. Вместе с тем в практической работе конструктора часто возникает необходимость в наглядном изображении полей допусков и отклонений соединяемых деталей. С этой целью изображения допусков и отклонений даются в виде заштрихованных прямоугольников, выполненных в значительно большем масштабе по сравнению с масштабами самого чертежа. Каждый такой прямоугольник имитирует собой поле допуска отверстия и поле допуска вала.
Указанное изображение строят следующим образом. Вначале проводят нулевую линию, которая соответствует номинальному размеру и служит началом отсчета отклонений размеров.
При горизонтальном расположении нулевой линии положительные отклонения откладывают вверх от нее, а отрицательные — вниз. Далее отмечают величины верхнего и нижнего отклонений отверстия и вала, и от них проводят горизонтальные линии произвольной длины, которые соединяют вертикальными прямыми. Полученное в виде прямоугольника поле допуска заштриховывают (поле допуска отверстия и поле допуска вала, как и смежные детали, заштриховываются в разные стороны). Подобная схема дает возможность непосредственно определить величину зазоров, предельных размеров, допусков; натягов.
Схематическое графическое изображение полей допусков
Посадка – характер соединения двух деталей, определяемый разностью их размеров до сборки. Посадка характеризует свободу относительного перемещения соединяемых деталей или степень сопротивления их взаимному смещению.
Различают три типа посадок: с зазором, с натягом и переходные посадки.
Посадки с зазором. Посадкой с зазором называется посадка, при которой всегда обеспечивается зазор в соединении, т.е. наименьший предельный размер отверстия больше наибольшего предельного размера вала или равен ему (поле допуска отверстия расположено над полем допуска вала).
Зазор S - положительная разность размеров отверстия и вала. Зазор обеспечивает возможность относительного перемещения сопряженных деталей.
Посадки с натягом. Посадкой с натягом называется посадка, при которой всегда обеспечивается натяг в соединении, т.е. наибольший предельный размер отверстия меньше наименьшего предельного размера вала или равен ему (поле допуска отверстия расположено под полем допуска вала).
Натяг N - положительная разность размеров вала и отверстия до сборки. Натяг обеспечивает взаимную неподвижность деталей после их сборки.
Переходные посадки. Переходной посадкой называется посадка, при которой возможно получение как зазора, так и натяга в зависимости от действительных размеров отверстия и вала.
Переходные посадки используют для неподвижных соединений в тех случаях, когда при эксплуатации необходимо проводить разборку и сборку, а также когда к центрированию деталей предъявляются повышенные требования.
Переходные посадки, как правило, требуют дополнительного закрепления сопрягаемых деталей, чтобы гарантировать неподвижность соединений (шпонки, штифты, шплинты и другие крепежные средства).
Допуск посадки – сумма допусков отверстия и вала, составляющих соединение.
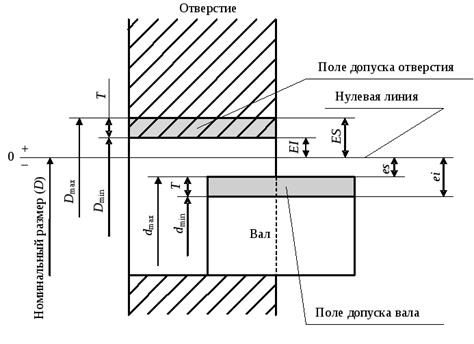
Рис. 2. Схема сопряжения отверстия и вала с зазором
Различают также посадки в системе отверстия и посадки в системе вала.
Посадки в системе отверстия – посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков валов с полем допуска основного отверстия, обозначаемого буквой H. Основное отверстие – отверстие, нижнее отклонение которого равно нулю.
Посадки в системе вала – посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков отверстий с полем допуска основного вала, обозначаемого буквой h. Основной вал – вал, верхнее отклонение которого равно нулю.
В системе допусков и посадок предусмотрены посадки в системе отверстия и в системе вала.
Посадки в системе отверстия – посадки, в которых различные зазоры и натяги получают соединением различных валов с основным отверстием, которое обозначают буквой Н.
Посадки в системе вала – посадки, в которых различные зазоры и натяги получают соединением различных отверстий с основным валом, который обозначают буквой h.
Посадки с зазором. Посадкой с зазором называется посадка, при которой всегда обеспечивается зазор в соединении, т.е. наименьший предельный размер отверстия больше наибольшего предельного размера вала или равен ему (поле допуска отверстия расположено над полем допуска вала).
Зазор S - положительная разность размеров отверстия и вала. Зазор обеспечивает возможность относительного перемещения сопряженных деталей.
Посадки с натягом. Посадкой с натягом называется посадка, при которой всегда обеспечивается натяг в соединении, т.е. наибольший предельный размер отверстия меньше наименьшего предельного размера вала или равен ему (поле допуска отверстия расположено под полем допуска вала).
Как определить вид посадки?
Пример.
Номинальный размер вала 122 мм
нижнее отклонение вала ei = -40 мк (-0,04 мм)
верхнее отклонение вала es = 0 мк (0 мм). Ø122 H7/h7
Номинальный размер отверстия 122 мм,
нижнее отклонение отверстия EI = 0 мк (0 мм),
верхнее отклонение отверстия ES = +40 мк (+0,040 мм).
Решение.
1. Наибольший предельный размер вала dmax
dmax = d + es = 122 + 0 = 122 мм.
2. Наименьший предельный размер вала dmin
dmin = d+ ei= 122 + (-0,04) = 121,96 мм.
3. Поле допуска вала
ITd = dmax- dmin = 122 – 121,96 = 0,04 мм
или ITd = es - ei = 0- (-0,04) = 0,04 мм.
4. Наибольший предельный размер отверстия
Dmax= D + ES = 122 + 0,04 = 122,04 мм.
5. Наименьший предельный размер отверстия
Dmin = D + Е1 = 122 + 0 = 122 мм.
6. Поле допуска отверстия
ITD = Dmax - Dmin = 122,04 - 122 = 0,04 мм
или ITD = ES - Е1 = 0,04 - 0 = 0,04 мм.
7. Максимальный зазор в соединении
Smax = Dmax- dmia = 122,04 - 122,96 = 0,08 мм
или Smax = ES- ei = 0,04 - (-0,04) = 0,08 мм.
8. Минимальный зазор в соединении
Smia = Dmia - dmax = 122 - 122 = 0 мм
или Smin = EI-es = 0 – 0 = 0 мм.
9. Допуск посадки (зазора)
ITS = Smax - Smin = 0,08 - 0 = 0,08 мм
или ITS = ITd + ITD = 0,04 + 0,04 = 0,08 мм.
Следует понимать, что S= - N и N= -S.
Вывод: посадка с зазором.
Урок № 17
Дата добавления: 2021-05-18; просмотров: 174; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!