Составление программы для обработки на станке с ЧПУ
% Деталь – «Кронштейн»
N01 G90 X-150 Y-150 Z150 T01 M06 (Выбор инструмента Т01 в точке 0)
N05 G00 X-22 Y18.5 Z-3 LF (Линейная интерполяция инструмента в точку 1)
N10 S220 M59 LF (Постоянная частота вращения фрезы 220 об/мин)
N15 G01 X131 F0.2 LF (Перемещение фрезы в точку 2 с подачей 0,2 мм/об)
N20 Y76.5 LF (Перемещение фрезы в точку 3)
N25 X0 LF (Перемещение фрезы в точку 4)
N30 Y94.5 LF (Перемещение фрезы в точку 5)
N35 X133 LF (Перемещение фрезы в точку 6)
N40 G91 Z15 M05 LF (Перемещение фрезы в точку 7)
N45 G90 G00 X-150 Y-150 Z150 M00 LF (Возврат фрезы в исходную точку 0, программируемый останов, смена установа детали рабочим)
N50 X-22 Y-17 Z0 LF (Быстрое перемещение фрезы в точку 1´)
N55 S220 M59 LF (Постоянная частота вращения фрезы 220 об/мин)
N60 G01 X113 F0.2 LF (Обработка с подачей 0,2 мм/об, перемещение в точку 2´)
N65 G17 G91 G03 X32 Y32 I91 J15 LF (Обработка радиуса R12 в плоскости XY, перемещение в точку 3´)
N70 G90 G01 Y111 LF (Обработка c линейным перемещением в точку 4´)
N75 G17 G91 G03 X-32 Y32 I91 J111 LF (Обработка радиуса R12, перемещение в точку 5´)
N80 G90 G01 X15 LF (Линейная интерполяция в точку 6´)
N85 G17 G91 G03 X-32 Y-32 I15 J111 LF (Обработка радиуса R12, перемещение фрезы в точку 7´)
N90 G90 G01 Y15 LF (Линейная интерполяция, перемещение в точку 8´)
N95 G17 G91 G03 X32 Y-32 I15 J15 LF (Обработка радиуса R12, перемещение в точку 9´)
N100 G90 G01 Y-19 LF (Линейная интерполяция в точку 10´)
N105 Z10 LF (Перемещение в точку 11´, поднятие фрезы по Z на 10 мм)
N110 Y8 LF (Перемещение фрезы в точку 12´)
N115 X82 LF (Перемещение фрезы в точку 13´)
|
|
|
N120 G17 G91 G03 X28 Y28 I82 J39 LF (Обработка радиуса R8, перемещение в точку 14´)
N125 G90 G01 Y87 LF (Перемещение фрезы в точку 15´)
N130 G17 G91 G03 X-28 Y28 I82 J87 LF (Обработка радиуса R8, перемещение в точку 16´)
N135 G90 G01 X 24 LF (перемещение фрезы в точку 17´)
N140 G17 G91 G03 X-28 Y-28 I24 J39 LF (Обработка радиуса R8, перемещение в точку 18´)
N145 G90 G01 Y39 LF (Перемещение фрезы в точку 19´)
N150 G17 G91 G03 X28 Y-28 I24 J8 LF (Обработка радиуса R8, перемещение в точку 20´)
N155 G90 G01 Y6 LF (Линейная интерполяция в точку 21´)
N160G91 Z8 LF (Перемещение фрезы в точку 22´, подъем фрезы на 8 мм)
N165 G90 X23 LF (Перемещение фрезы в точку 23´)
N170 Y121 LF (Перемещение фрезы в точку 24´)
N175 X87 LF (Перемещение фрезы в точку 25´)
N180 Y6 LF (Перемещение фрезы в точку 26´)
N185 M05 LF (Останов вращения фрезы)
N190 G00 X-150 Y-150 Z150 M00 LF (Возврат фрезы в точку 0, программируемый останов)
N195 T02 M06 LF (Смена инструмента Т02, обработка фаски 2×45°)
N200 G90 G00 X-14 Y-20 Z4 LF (Линейная интерполяция в точку 1´´)
N205 S220 M59 LF (Постоянная частота вращения фрезы 220 об/мин)
N210 G01 Y111 F0.2 LF (Перемещение фрезы в точку 2´´ с подачей 0,2 мм/об)
N215 G17 G91 G02 X32 Y32 I15 J111 LF (Круговая интерполяция в точку 3´´)
N220 G90 G01 X91 LF (Перемещение фрезы в точку 4´´)
N225 G17 G91 G02 X32 Y-32 I91 J111 LF (Круговая интерполяция в точку 5´´)
|
|
|
N230 G90 G01 Y15 LF (Перемещение фрезы в точку 6´´)
N235 G17 G91 G02 X-32 Y-32 I91 J15 LF (Круговая интерполяция в точку 7´´)
N240 G90 G01 X15 LF (Перемещение фрезы в точку 8´´)
N245 G17 G91 G02 X-32 Y32 I15 J15 LF (Круговая интерполяция в точку 9´´)
N250 G90 G01 X-16 LF (Линейная интерполяция в точку 10´´)
N255 Z10 LF (Перемещение в точку 11´´, поднятие фрезы по Z на 10 мм, обработка фаски 3×45°)
N260 G91 X13 LF (Перемещение фрезы в точку 12´´ в приращении)
N265 Y75 LF (Перемещение фрезы в точку 13´´ в приращении)
N270 G17 G02 X28 Y28 I82 J39 LF (Круговая интерполяция в точку 14´´)
N275 G01 X64 LF (Перемещение фрезы в точку 15´´ в приращении)
N280 G17 G02 X28 Y-28 I82 J87 LF (Круговая интерполяция в точку 15´´)
N285 G01 Y-54 LF (Перемещение фрезы в точку 16´´ в приращении)
N290 G17 G02 X-28 Y-28 I24 J87 LF (Круговая интерполяция в точку 17´´)
N295 G01 X-64 LF (Перемещение фрезы в точку 18´´ в приращении)
N300 G17 G02 X-28 Y28 I24 J39 LF (Круговая интерполяция в точку 19´´)
N305 G01 X-2 LF (Перемещение фрезы в точку 20´´, отвод фрезы от детали)
N310 M05 LF (Останов вращения фрезы)
N315 G90 G00 X-150 Y-150 Z150 LF (Возврат фрезы в точку 0)
N320 T03 M06 LF (Сверление 4-х отверстий Ø5,5 мм сверлом Т03)
N325 L0101 LF
N330 G90 G00 X-150 Y-150 Z150 LF (Возврат инструмента в точку 0)
|
|
|
N335 T04 M06 LF (Рассверливание 4-х отверстий Ø6 мм сверлом Т04)
N340 L0101 LF
N345 G90 G00 X-150 Y-150 Z150 M00 LF (Возврат инструмента в точку 0, программируемый останов, смена установа детали рабочим)
N350 T05 M06 LF (Обработка фрезой Т05)
N355 G90 G00 X32 Y3 Z-65 LF (Установка фрезы в точку 14)
N360 G 01 Y24 LF (Перемещение фрезы в точку 24)
N365 S250 M59 LF (Частота вращения фрезы 250 об/мин)
N370 Y31 F0,35 LF (Подача 0,35 мм/об, перемещение фрезы в точку 34)
N375 G91 G17 G02 X1 Y1 I33 J31 LF (Круговая интерполяция в точку 44)
N380 G01 X18 LF (Обработка до точки 54)
N385 G17 G03 X31 Z31 I51 J63 LF (Обработка радиуса R20, круговая интерполяция в точку 64)
N390 X-31 Y31 I51 J63 LF (Обработка радиуса R20, круговая обработка в точку 74)
N395 G01 X-18 LF (Перемещение фрезы в точку 84)
N400 G17 G02 X-1 Y1 I33 J95 LF (Обработка по кругу в точку 94, R12)
N405 G01 Y10 M05 LF (перемещение фрезы в точку 104, отвод фрезы на 10 мм)
N410 Z65 LF (Поднятие фрезы на 65 мм по оси Z, перемещение фрезы в точку 114)
N415 G90 G00 X-150 Y-150 Z150 LF (Возврат фрезы в точку 0)
N420 T06 M06 LF (Смена инструмента сверлом Ø22 мм Т06)
N425 L0301 LF
N430 G00 X-150 Y-150 Z150 LF (Возврат сверла в точку 0)
N435 T07 M06 LF (Cмена инструмента сверлом Т07 (Æ24))
N440 L0301 LF
N445 G00 X-150 Y-150 Z150 LF (Возврат сверла в точку 0, конец программы)
L01 LF
N05 G00 X15 Y15 Z17 LF (Перемещение сверла в точку 1´´´)
N10 L0201 LF (Сверление отверстия)
|
|
|
N15 G91 G01 X76 LF (Перемещение сверла в точку 3´´´)
N20 L0201 LF
N25 Y96 LF (Перемещение сверла в точку 4´´´)
N30 L0201 LF
N35 X-76 LF (Перемещение сверла в точку 5´´´)
N40 L0201 LF
L02 LF
N01 S1100 M59 LF (Частота вращения сверла 1100 об/мин)
N05 G90 G01 Z2 F0.1 LF (Подача 0,1 мм/об)
N10 Z23 M05 LF (Отвод сверла из отверстия на 10 мм по оси Z)
L03 LF
N05 G00 X51 Y0 Z0 LF (Перемещение сверла в точку 15)
N10 G00 Z-42 LF (Подвод сверла в точку 25)
N15 S500 M59 LF (Частота вращения фрезы постоянная 500 об/мин)
N20 G01 Z-68 F0,2 LF (Cверление отверстия с подачей 0,2 мм/об, перемещение сверла в точку 35)
N25 Z-42 M05 LF (Подъем сверла в точку 25, останов вращения)
N30 Z0 LF (Перемещение сверла в точку 15)
На рисунках 8.5 – 8.10 показаны траектории перемещения инструментов с обозначением опорных точек, указанных в комментариях к кадрам программы (положение точки 0 (-150; -150; 150), исходной точки, на рисунках по некоторым осям приближено на 66% для лучшей наглядности).
1 Установ
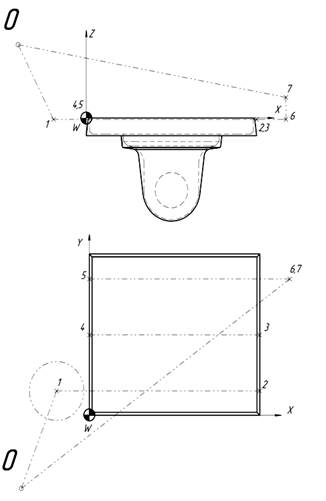
Рисунок 8.5 – Обработка заготовки на первом установе (положение точки 0 приближено к центру системы координат на 66% по каждой оси)
2 Установ
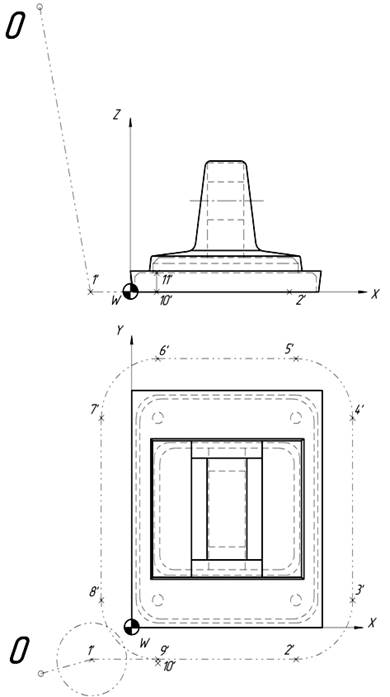
Рисунок 8.6 – Обработка заготовки на втором установе (размер исходной точки 0(-150; -150;150) по оси X и Y сокращен на 66%)
2 Установ
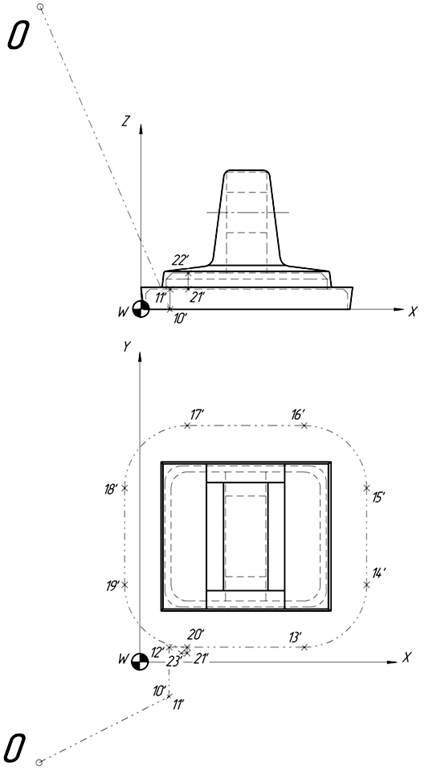
Рисунок 8.7 – Обработка на втором установе, продолжение (точка О приближена к центру на 66% по осям X и Y)
2 Установ
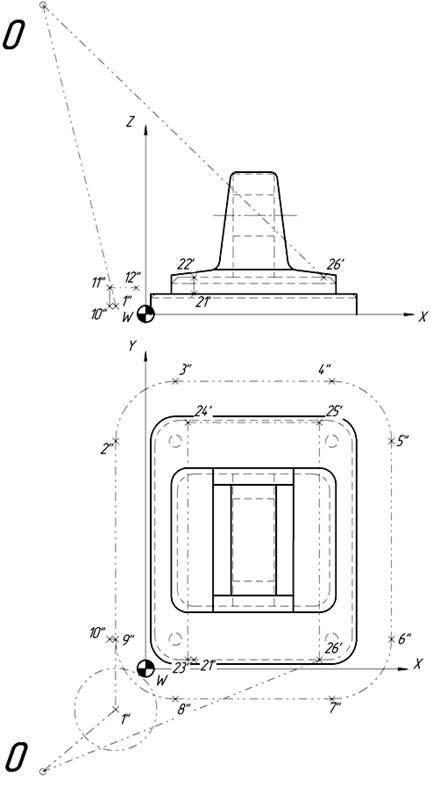
Рисунок 8.8 – Обработка на втором установе, продолжение (точка О приближена к центру системы координат на 66% по осям X и Y)
2 Установ
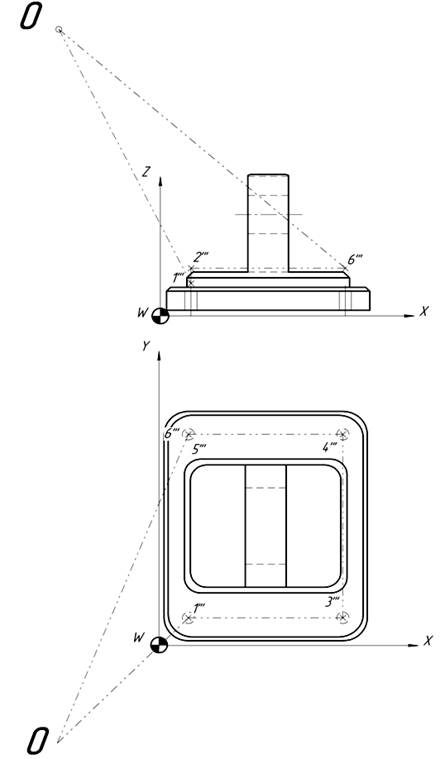
Рисунок 8.9 – Обработка на втором установе, продолжение (точка О приближена по осям X и Y на 66%)
3 Установ
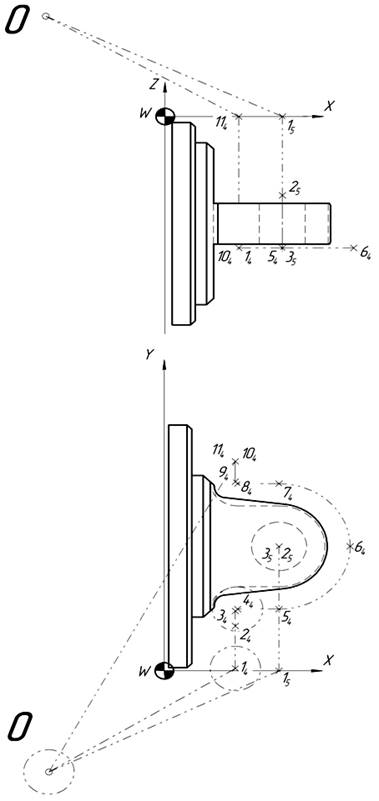
Рисунок 8.10 – Обработка на третьем установе (точка О приближена к точке W на 66% по всем осям)
Контрольные вопросы
1. Перечислить особенности фрезерной обработки.
2. Описать последовательность подготовки фрезерного станка с ЧПУ к обработке.
3. Какие рабочие движения реализуются при фрезерной обработке?
4. Какие основные технологические параметры используются при фрезерной обработке?
5. Как определяется положительное направление осей?
6. Что такое «нулевая точка станка»? Для чего она используется?
7. Что такое «нулевая точка детали»? Для чего она используется?
Литература
1. Справочник технолога-машиностроителя. В 2-х т. Т.1./Под ред. А.Г.Косиловой и Р.К.Мещерякова. - 4-е изд., перераб. и доп. - М.: Машиностроение, 1985, 656 с.
2. Справочник технолога-машиностроителя. В 2-х т. Т.2./Под ред. А.Г.Косиловой и Р.К.Мещерякова. - 4-е изд., перераб. и доп. – М.: Машиностроение, 1986, 496 с.
3. Р.И. Гжиров, П.П. Серебриницкий программирование обработки на станках с ЧПУ: Справочник. – Л.: Машиностроение, 1990, – 588 с.: ил.
4. ГОСТ 17026-71. Фрезы концевые с коническим хвостовиком. Конструкция и размеры. — Введ. 01.01.73. — М.: Изд-во стандартов - 13с.
5. ГОСТ 7505-89. Поковки стальные штампованные. Допуски, припуски и кузнечные напуски. — Введ. 01.10.80. — М,: Изд-во стандартов - 9с.
Дата добавления: 2021-07-19; просмотров: 105; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!