Нормализация (нормализационный отжиг)
МИНОБРНАУКИ
ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
«НИЖЕГОРОДСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ
УНИВЕРСИТЕТ им. Р.Е.АЛЕКСЕЕВА»
Кафедра «Материаловедение, технологии материалов и термическая обработка металлов»
ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛ И
Методические указания к лабораторным и практическим занятиям по дисциплине “Технология термической и химико-термической обработки материалов” для студентов направления 22.03.01 (дневная и вечерняя формы обучения)
Нижний Новгород 2017
Составители: Е.Г. Терещенко, Н.В.Салова
УДК 621.762
Термическая обработка стали: Метод.указания к лабор и практ. занятиям по дисциплине ’’Технология термической и химико-термической обработки материалов” для студентов направления 22.03.01 (дневная и вечерняя формы обучения)
/ НГТУ; Сост.: Е.Г. Терещенко,Н.В.Салова 2017. 20с.
Дается общая характеристика видов термообработки. Приведены указания для самостоятельной работы студентов.
Научный редактор А.А. Хлыбов
Редактор И.И.Морозова
Подп.кпеч. 08.04.2017. Формат 60х84'/16. Бумага газетная. Печать офсетная. Печ.л. 1,5 . Уч.-изд.л.1,1- Тираж 150 экз. Заказ.
Нижегородский государственный технический университет. Типография НГТУ. 603600, Н.Новгород, ул.Минина, 24.
©Нижегородский государственный технический университет, 2017
Теоретическая часть
|
|
|
Общая характеристика видов термической обработки
Термической обработкой называется процесс изменения структуры металлов и сплавов путем нагрева, выдержки и последующего охлаждения с целью получения материалов с необходимыми свойствами (твердость, прочность, износостойкость, хорошая обрабатываемость и т.д.).
Термической обработке подвергаются как полуфабрикаты (отливки, поковки, прокат), так и готовые изделия.
Полуфабрикаты-заготовки подвергают термообработке с целью изменения их структуры и снижения твердости; детали - для придания им необходимых свойств: твердости, прочности, упругости и т.д.
Совокупность условий протекания процесса термообработки (температуры нагрева** времени выдержки **, скорости охлаждения** и называется режимом термообработки. Изменяя ***,, можно сообщить сплаву (в частности, стали) одного и того же химического состава самые разнообразные свойства, т.е. сделать его твердым или мягким, пластичным или хрупким.
Возможность применения ТО определяется диаграммой состояния сплава. Основы термической обработки стали заложены великим русским ученым Д.К.Черновым, обнаружившим критические точки диаграммы Fe-Cи связанные с ними структурно-фазовые превращения. Чтобы понять, что происходит при термической обработке, нужно хорошо представлять диаграмму Fe-C.
|
|
|
Критическими точками на диаграмме Fe-Cявляются точки A1, A3, Аст (рис.1). Точка A1лежит на линии PSKдиаграммы Fe-C. Чтобы отличить критическую точку при нагреве от критической точки при охлаждении используют дополнительные буквенные обозначения: с (при нагреве) и ** (при охлаждении). Тогда точка А], соответствующая температуре превращения перлита в аустенит, обозначается Ас1. Точка А3, соответствующая температуре конца растворения феррита из аустенита, обозначаемся А**3. Часто точку А3, соответствующую линии SEи обозначающую температуру конца растворения вторичного цементита в аустените, называют Аст.
т°С
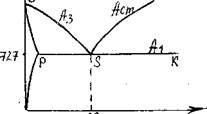
Рис.1. Фрагмент диаграммы Fe-C с нанесенными критическими точками
Основными видами термообработки, различно изменяющими структуру и свойства материала и назначаемыми в зависимости от требований, предъявляемых к полуфабрикатам и готовым изделиям, являются отжиг, закалка, отпуск.
Отжиг
Отжигом называется операция, при которой сплав нагревают до определенной температуры, выдерживают при этой температуре и медленно охлаждают вместе с печью. Различают отжиг I и II рода.
|
|
|
Целью отжига I рода является уменьшение химической неоднородности материала, созданной предшествующими обработками.
Характерная особенность этого вида отжига состоит в том, что указанные процессы происходят независимо от того, протекают ли в сплавах при этой обработке фазовые превращения или нет. Отжиг I рода можно проводить при температурах выше или ниже температур фазовых превращений (критических точек).
К основным видам отжига 1 рода относятся: гомогенизация, рекристаллизационный отжиг и отжиг для снятия остаточных напряжений.
1.2.1. Гомогенизация (диффузионный отжиг).
Диффузионный отжиг применяют для слитков легированной стали с целью уменьшения дендритной ликвации, которая повышает склонность стали к хрупкому разрушению, а также для выравнивания химического состава.
Общая продолжительность гомогенизации составляет 50-100 часов при температуре 1100-1200°С, т.к. только в этом случае более полно протекают диффузионные процессы, необходимые для выравнивания химического состава. В результате диффузионного отжига получается крупное зерно. Для измельчения зерна и улучшения свойств фасонные отливки подвергают полному отжигу или нормализации.
|
|
|
1.2.2.Рекристаллизационный отжиг
Под этим видом отжига понимают нагрев холоднодеформированной стали выше температуры рекристаллизации (~ 650-760 °С), выдержку при этой температуре с последующим охлаждением вместе с печью. Время рекристаллизационного отжига-8-12 часов. Применяют перед или после холодной обработкой давлением для повышения пластичности или (как промежуточную операцию) для снятия наклепа.
Структура стали после отжига будет зависеть от начального химического состава, однако зерна вследствие процесса коагуляции и сфероидизации цементита будут иметь овальную или круглую форму.
1.2.3.Отжиг для снятия остаточных напряжений
Этот вид отжига применяют для отливок, сварных изделий, деталей после обработки резанием, т.е. тогда, когда из-за неравномерного охлаждения, неоднородной пластической деформации возникают остаточные напряжения.
Остаточные напряжения могут вызывать изменение размеров, коробление и поводку изделия в процессе его обработки (например, резанием) и эксплуатации.
Отжиг стальных изделий для снятия напряжений проводится при температуре 160-700 °Сс последующим медленным охлаждением. Многие детали станков (винты, зубчатые колеса, червяки и т.д.) проходят отжиг после основной механической обработки при 570-600°С в течение 2-3 часов, а для снятия шлифовочных напряжений при 160-180°С 2-2,5 ч. Отжиг для снятия сварных напряжений проводят при 650-700°С.
Отжиг II рода
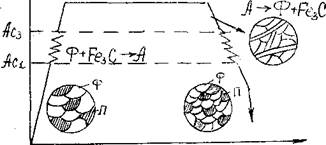
Отжиг II рода заключается в нагреве стали до температур выше точек АсЗ или Ас1, выдержке при этой температуре, медленном охлаждении вместе с печью, в результате которого фазовые превращения приближают сталь к практически равновесному структурному состоянию:
- в доэвтектоидных сталях - феррит+перлит (Ф+П);
- в эвтектоидных - перлит (П);
- в заэвтектоидных сталях - перлит+цементит (П+Ц).
После отжига сталь обладает низкой твердостью и прочностью, высокой пластичностью и вязкостью, хорошо обрабатывается резанием (для средних и высокоуглеродистых сталей). Иногда отжиг является окончательной операцией термообработки (для крупных отливок), так как после него в изделиях практически отсутствуют остаточные напряжения.
Различают несколько видов отжига II рода, однако к наиболее часто применяемым относятся полный, изотермический и неполный отжиг.
1.2.4.Полный отжиг –это вид термообработки, заключающийся .в нагреве доэвтектоидной стали на 30-50°С выше температуры, соответствующей точке Ас3, выдержке при этой температуре и последующем медленном охлаждении. При этом отжиге происходит полная фазовая перекристаллизация стали (рис.2). При нагреве до более высокой температуры,чемТ=Асз+(30+50)°С, происходит рост зерна аустенита, что ухудшает свойства стали.
Время нагрева и выдержки при заданной температуре зависит от типа печи, способа укладки изделий в печь, типа полуфабриката (лист, сортовой прокат) и т.д. Режим отжига для различных видов сталей можно найти в специальных справочниках по термической обработке. Полному отжигу обычно подвергаются прокат, поковки и фасонные отливки.
1.2.5.Изотермический отжиг
Этот вид отжига обычно применяют для изменения структуры легированной стали. В этом случае сталь нагревают как для полного отжига и сравнительно быстро охлаждают (переносом в другую печь) до температуры, лежащей ниже точки А) (обычно ~ 650 °С), и назначают изотермическую выдержку, необходимую для полного распада аустенита, после чего охлаждают на воздухе.
Преимущества изотермического отжига состоят в уменьшении длительности процесса для легированных сталей, которые приходится очень медленно охлаждать для требуемого снижения твердости, и в получении более однородной структуры, так как при изотермической выдержке температура посечению изделия выравнивается.
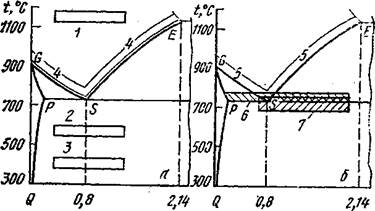
Рис 2. Температуранагревовприразличныхвидах
отжига : а— отжиг I рода ; 1 —диффузионныйотжиг ;
2 —рекристаллизационныйотжиг ; 3 —отжигдляснятиянапряжений ;
4 —нормализация ; б— отжиг II рода ; 5 —полныйотжиг ;
6 —неполныйотжиг ; 7 —циклическийотжиг
Т°С
***
Рис.3. Схема полного отжига доэвтектоидной стали
Изотермический отжиг улучшает обрабатываемость резанием, чистоту поверхности,: уменьшает деформации при последующей термической и химико-термической обработке. Этот отжиг используют для поковок (шестерни, валы, муфты и т.д.) и других заготовок небольших размеров.
1.2.6.Неполный отжиг - вид термообработки, который заключается в нагреве стали до температуры выше Ас1 но ниже Асз, выдержке при этой температуре с последующим медленным охлаждением.
Для доэвтектоидных сталей неполный отжиг применяют для улучшения обрабатываемости резанием и снижения твердости.
Для заэвтектоидных сталей применяют только неполный отжиг. Нагрев выше температуры точки Ас, на 10-30°С вызывает полную перекристаллизацию й позволяет получить зернистый перлит вместо пластинчатого.
Неполный отжиг заэвтектоидных сталей называется сфероидизацией (отжиг на зернистый перлит). Сталь с зернистым перлитом имеет более низкую твердость, предел прочности и более высокие значения относительного удлинения и сужения. Эвтектоидные и заэвтектоидные стали после отжига на зернистый перлит обладают наилучшей обрабатываемостью резанием, т.е. возможно применение больших скоростей резания и достигается высокая чистота поверхности.
Отжигу на зернистый перлит подвергают тонкие листы и прутки из низко- и среднеуглеродистой стали перед холодной штамповкой или волочением для повышения пластичности.
Нормализация (нормализационный отжиг)
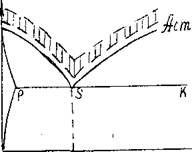
Нормализация заключается в нагреве стали до температуры, превышающей точку Ас3 на 50°С (рис.З), непродолжительной выдержке для прогрева и завершения фазовых превращений и охлаждений на воздухе. Нормализация вызывает полную фазовую перекристаллизацию стали и
устраняет крупнозернистую структуру, полученную при литье или прокатке, ковке, штамповке.
Ускоренное охлаждение на воздухе приводит к распаду аустенита при более низких температурах, что повышает дисперсность феррито-цементитной структуры. Это увеличивает прочность и твердость нормализованной средне- и высокоуглеродистой стали на 10-15% по сравнению с отожженной.
Т°С
Q0,8кон.угл.
Рис.4Фрагмент диаграммы Fe-C с нанесенной температуры нормализации
Назначение нормализации различно в зависимости от состава стали. Для низкоуглеродистых сталей нормализацию применяют вместо отжига для снижения твердости и повышения пластичности. Для отливок из среднеуглеродистой стали нормализацию или нормализацию с высоким отпуском применяют вместо закалки и высокого отпуска. Механические свойства будут несколько ниже, но изделия подвергнутся меньшей деформации, чем при закалке. Все низко- и среднеуглеродистые стали поставляются заводами в нормализованном состоянии.
Нормализацию с последующим высоким отпуском (600-650°С) применяют для исправления структуры легированных сталей.
Ускоренное охлаждение на воздухе приводит к распаду аустенита при более низких температурах, что повышает дисперсность феррито-цементитной структуры. Это увеличивает прочность и твердость нормализованной средне- и высокоуглеродистой стали на 10-15% по сравнению с отожженной.
Назначение нормализации различно в зависимости от состава стали. Для низкоуглеродистых сталей нормализацию применяют вместо отжига для снижения твердости и повышения пластичности. Для отливок из среднеуглеродистой стали нормализацию или нормализацию с высоким отпуском применяют вместо закалки и высокого отпуска. Механические свойства будут несколько ниже, но изделия подвергнутся меньшей деформации, чем при закалке. Все низко- и среднеуглеродистые стали поставляются заводами в нормализованном состоянии.
Нормализацию с последующим высоким отпуском (600-650°С) применяют для исправления структуры легированных сталей.
Закалка
Закалка - термическая обработка, которая заключается в нагревании стали до температуры выше точки Асз на 30-4-50 °С (для доэвтектоидных сталей) и Actна 30н-50 °С (для заэвтектоидных), выдержке и последующем охлаждении со скоростью, превышающей критическую. На рис.4 показан интервал температур закалки для доэвтектоидных, эвтектоидных и заэвтектоидных сталей.
В зависимости от режимов закалки (температуры нагревания, времени выдержки и скорости охлаждения) получают различную структуру, отвечающую заданным свойствам. Целью закалки является повышение твердости, износостойкости, прочности.
Доэвтектоидные стали нагревают выше точки Асз на 30-50 °С. В этом случае сталь с исходной структурой перлит-феррит при нагревании приобретает структуру аустенита, которая при последующем охлаждении со скоростью выше критической превращается в мартенсит.
Стр7
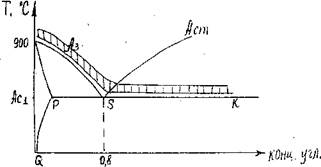
Рис.5. Фрагмент диаграммы Fe-C с нанесенной температурой закалки
Критическая скорость закалки неодинакова для различных сталей и зависит от устойчивости аустенита, определяемой составом стали. Чем больше его устойчивость, тем меньше критическая скорость. Углеродистая сталь имеет высокую критическую скорость закалки (200-800 °С/с). Наименьшей величиной скорости закалки обладает эвтектоидная сталь. Легирующие элементы, повышая устойчивость аустенита, резко снижают критическую скорость закалки (кроме кобальта).
Для определения результатов охлаждения аустенита, Vкр и структуры строят диаграмму изотермического превращения аустенита (рис.5).
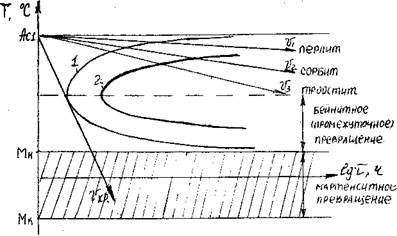
Рис.6. Диаграмма изотермического превращения переохлажденного аустенита: 1,2 - кривые показывающие время начала (1), конца (2) превращения переохлажденного аустенита; Мн, Мк - температура начала и конца без диффузионного превращения аустенита в мартенсит
Для получения максимальной твердости доэвтектоидной стали необходимо, чтобы скорость охлаждения аустенита была выше критической и произошло бездиффузионное превращение аустенита в мартенсит. Превращение называется бездиффузионным, Т.к. при нем не происходит диффузии углерода и состав фаз остается неизменным, происходит только перестройка ГЦК решетки аустенита в искаженную ОЦК решетку (тетрагональную) мартенсита (рис.6). Углерода в мартенсите остается столько же, сколько в исходном аустените. Таким образом, мартенсит - это пересыщенный твердый раствор углерода в α-железе, имеющий
тетрагональную решетку.
|
|
Рис.7. Превращение ГЦК решетки аустенита в тетрагональную решеткумартенсита(при охл со скоростью более критической)
Рис.8. Схема микроструктуры мартенсита среднеуглеродистой стали
Мартенсит - твердая и хрупкая структура, имеет игольчатое строение(Рис **). Чем больше в стали углерода, тем выше твердость мартенсита. При охлаждении стали со скоростью ниже критической (v1<v2<v3<v4,) происходит перлитное превращение, т.е. образуется ферритно-карбидная смесь - смесь зерен феррита и цементита - это перлит (при v1, сорбит (при v2), троостит (при v3).Эти структуры отличаются друг от друга степенью дисперсности - величиной зерен. Троостит - более мелкая и твердая, чем перлит (40+45 HRC), чем сорбит (30+25 HRC), а сорбит более мелкая и твердая, чем перлит (10+15 HRC).
Большая скорость охлаждения (voxл>vKp) необходима для предотвращения перлитного или промежуточного превращения аустенита, т.е. предотвращения распада до точки мартенситного превращения. Мартенситное превращение протекает в интервале температур Мн - Мк, где Мн и Мк - начало и конец мартенситного превращения. Положение точек Мн и Мк обусловлено химическим составом аустенита. Чем больше в аустените углерода, тем ниже температура точек Мн и Мк. (Для низкоуглеродистых Мн- 350°С, Мк - 120°С, для высокоуглеродистых Мн - 200 °С, Мк -100 °С).
Для получения высокой твердости заэвтектоидных сталей выполняют так называемую неполную закалку (в отличие от полной для доэвтектоидных), т.е. нагревают выше Ас, на (30+50)°С (рис.7). При таком нагреве образуется аустенит при сохранении зерен вторичного цементита. После охлажденияструктура, стали состоит из мартенсита и нерастворимых частиц карбидов, обладающих высокой твердостью.
В настоящее время разработаны инженерные методы расчета основных параметров - продолжительности и скорости нагрева, перепада температур по толщине металла и т.д. Результаты занесены в таблицы, их можно найти в различных справочниках.
В качестве охлаждающих сред при закалке используют воду, водные растворы солей и щелочей, масло. Как правило, углеродистые и низкоуглеродистые стали охлаждают в воде или водных растворах NaCl или NaOH, что дает более равномерное охлаждение, легированные стали - в минеральном масле.
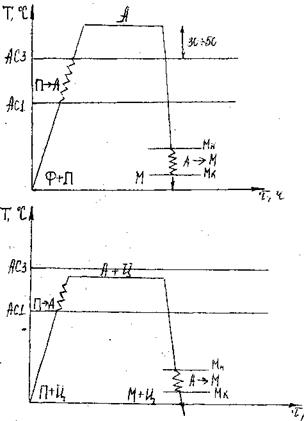
Рис.9. Схема закалки стали: а - доэвтектоидной (полная закалка), б - заэвтектоидной (неполная закалка)
Структуры и дефекты закалки
Мартенситом называется микроструктура закаленной стали, представляющая пересыщенный твердый раствор внедрения углерода в α-железе с тетрагональной решеткой. Мартенсит под микроскопом имеет светлое игольчатое строение. Чем мельче иглы мартенсита, тем выше свойства стали.
Мартенсит и Феррит - микроструктура стали, полученная при нагревании доэвтектоидной углеродистой стали выше нижней критической точки Ac1, но ниже Ас3 (неполная закалка). Феррит не мог полностью превратиться в аустенит. Структура состоит из мартенсита и сетки феррита.
Мартенсит и троостит закалки - микроструктура стали, закаленной с недостаточной скоростью охлаждения, например, в теплой воде(частичная закалка). Состоит из темных полей троостита закалки и светлых игольчатых полей мартенсита. Троостит закалки имеет пониженную в сравнении с мартенситом твердость, шаровидную форму, а при больших увеличениях под электронным микроскопом имеет ясно выраженную структуру игольчатого пластинчатого перлита.
Мартенсит и остаточный аустенит - микроструктура закаленной высокоуглеродистой легированной стали, состоит из темных игл мартенсита и светлых полей аустенита.
Нередко при закалке возникают дефекты, которые негативно влияют на работу детали. К ним относятся: недостаточная твердость, мягкие пятна, повышенная хрупкость, обезуглероживание и окисление поверхности, коробление и деформации, трещины и т.д.
Рис.10. Схема микроструктуры поверхностного слоя обезуглероженной стали
Недостаточная твердость закаленной детали может быть следствием недостаточного нагрева или недостаточно интенсивного охлаждения. В первом случае мартенсит не обладает достаточной твердостью (не содержит достаточно углерода), во втором - не переохлаждается до мартенситного превращения, и структура полностью или частично состоит из продуктов перлитного распада аустенита (троостит, сорбит). Для устранения данного дефекта необходима корректировка режимов термообработки (увеличение температуры и скорости охлаждения).
Образование мягких пятен также может происходить из-за недостаточно интенсивного охлаждения. Методы устранения их такие же, как и при недостаточной твердости.
Мягкие пятна могут быть из-за неоднородности исходной структуры, например, скоплений феррита. Для их устранения необходимо сделать предварительную термическую обработку (нормализацию), создающую более однородную структуру.
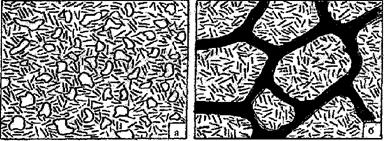
Рис 11. Схемы микроструктур неправильно закалённой доэвтектоидной стали: а – неполная закалка; б – частичная закалка.
Повышенная хрупкость - дефект, обычно появляющийся в результате закалки от слишком высоких температур (более высоких, чем требуется), при которых произошел значительный рост зерен аустенита. Дефект обнаруживается при механических испытаниях по излому или помикроструктуре.
Устраняют дефект повторной закалки от нормальных температур для данной стали.
Окисление и обезуглероживание поверхности часто происходит при нагреве в пламенных или электрических печах без защитной атмосферы. Контролируемая искусственная : атмосфера в печах является радикальным способом устранения или уменьшения этого дефекта.
Деформация, коробление, трещины являются следствием внутренних напряжений. Медленное охлаждение при закалке в области мартенситного превращения - самый эффективный способ уменьшения напряжений и устранения дефектов этого вида.
Трещины - неисправимый дефект. Для предупреждения их образования рекомендуется при конструировании изделий избегать резких выступов, заостренных углов, резких переходов от толстых сечений к тонким (т.е. места концентраторов напряжений); проводить закалку с возможно более низких температур путем закалки в двух средах.
Деформация, т.е. изменение размеров и формы изделий, и коробление - несимметричная деформация (поводка), происходят при термической обработке в результате термических и структурных напряжений под действием неоднородных объемных изменений, вызванных неравномерным охлаждением и фазовыми превращениями.
Значительно уменьшить деформацию и коробление можно подбором соответствующего состава стали, условий и режимов термической обработки.
Отпуск
Отпуск - термическая обработка, заключающаяся в нагреве закаленной стали до температур ниже Ac1t, выдержке при заданной температуре и последующем охлаждении с определенной скоростью (как правило, на воздухе). Отпуск - окончательная операция термической обработки, при которой сталь получает требуемые механические свойства.
В результате отпуска, полностью или частично устраняются внутренние напряжения, возникающие при закалке, уменьшается закалочная хрупкость и можно добиться получения требуемых механических свойств, т.е. необходимого сочетания твердости и вязкости.
Внутренние напряжения снимаются тем полнее, чем выше температура отпуска. Наиболее интенсивно напряжения снижаются в результате выдержки при 550°С в течение 15-30 минут.
Скорость охлаждения после отпуска также оказывает большое влияние на‘ величину остаточных напряжений. Изделия сложной формы следует охлаждать медленно во избежание их коробления, а изделия из легированных сталей, склонных к обратимой отпускной хрупкости, после отпуска при 500-650°С во всех случаях следует охлаждать быстро.
Различают три вида отпуска.
1.6.1. Низкий отпуск
Температура нагрева при низком отпуске 150+250°С. При этом снижаются внутренние напряжения, мартенсит закалки переводится вотпущенный мартенсит.' Низкий отпуск повышает вязкость без заметного снижения твердости. Закаленная сталь (0,5-1,3% С) сохраняет твердость после низкого отпуска 58+60 HRCи износостойкость, но не выдерживает значительных динамических нагрузок (ударов).
Низкотемпературному отпуску подвергают режущий и измерительный инструмент из углеродистых и низколегированных сталей, а также детали после поверхностной закалки, цементации, нитроцементации. #
1.6.2.Средний отпуск
Температура нагрева при среднем отпуске 350-500°С. Такой отпуск обеспечивает высокий предел упругости, предел выносливости, поэтому его применяют главным образом для пружин и рессор, а также для штампов.
Структура стали (0,45-0,8% С) после среднего отпуска - троостит отпуска или троостомартенсит с твердостью 40-50 HRC. Охлаждение после отпуска 400-450°С следует проводить в воде, что способствует образованию на поверхности сжимающих остаточных .напряжений, которые увеличивают предел выносливости пружин.
1.6.3.Высокий отпуск
Температура нагрева при высоком отпуске составляет 500-680°С. Высокий отпуск создает наилучшее соотношение прочности и вязкости стали. Закалка с высоким отпуском называется улучшением. В результате улучшения повышаются (по сравнению с нормализованным, или отожженным состоянием) пределы прочности и текучести, относительное сужение и ударная вязкость. Улучшению подвергают среднеуглеродистые (0,3-0,5% С) конструкционные стали, к которым предъявляются высокие требования к пределу текучести, пределу прочности и ударной вязкости.
1.7. Структуры отпуска
Отпущенный мартенсит - микроструктура отпущенного при 200°С мартенсита (низкий отпуск). Под оптическим микроскопом похожа на микроструктуру мартенсита до отпуска. Твердость и износостойкость также высокая, но атомная структура иная. Это уже не однородный твердый раствор, а механическая смесь мельчайших частиц цементита, когерентно (непрерывно) связанных с решеткой неоднородного мартенсита, которая обнаруживается при рентгенографическом или электронно-микроскопическом исследовании.
Трооститотпуска - микроструктура, полученная в результате отпуска мартенсита при температурах 300-450°С (средний отпуск). Для этой структуры; характерны сильное потемнение при травлении, остатки игольчатости и высокая твердость. Электронно-микроскопическое исследование показывает, что троостит отпуска состоит из мельчайших округлых зерен феррита и коротких пластинок цементита.
Сорбит отпуска - микроструктура, полученная в результате отпуска мартенсита от 450 до 650°С (высокий отпуск). Она имеет светлый вид (иногда без игл, иногда с игольчатым строением) и характеризуется меньшей твердостью, но более высокой пластичностью и ударной вязкостью.
Электронно-микроскопические исследования сорбита отпуска показывают, что он представляет собой смесь зерен цементита и феррита.
Рис 12. Схема микроструктуры сорбита отпуска
2. ПРАКТИЧЕСКАЯ ЧАСТЬ
Цель работы. Изучить влияние условий нагрева и охлаждения на свойства стали при термической обработке.
2.1. Оборудование и материалы Для выполнения практической работы по изучению методов термической обработки необходимо следующее оборудование и материалы: лабораторная муфельная печь, твердомер (типа Бринелля и Роквелла), две емкости с водой и минеральным маслом, щипцы, шлифовальная шкурка, образцы стали.
Нагрев образцов в лабораторных экспериментах производится в муфельной электропечи, регулировка температуры в которой производится автоматически. Это значительно облегчает работу и исключает возможность недогрева или перегрева стали в результате недосмотра при ручной регулировке. Существует много различных систем терморегуляторов. Наиболее часто применяют контактный гальванометр. Он позволяет с помощью присоединенной к нему термопары автоматически поддерживать заданную температуру.
Охрана труда. При загрузке и выгрузке образцов необходимо пользоваться рукавицами и щипцами. Нагретые образцы охлаждать на теплоизоляционных подкладках. Опускать нагретые образцы в охлаждающую среду осторожно - без образования брызг.
Порядок выполнения работы
Практическая работа выполняется индивидуально каждым студентом или группой студентов по указанию преподавателя. Задание выполняется в следующем порядке.
1. Внимательно изучите теоретическую часть работы. Сделайте вывод о целях, режиме, структуре каждого вида отжига и нормализации; результаты занесите в табл. 1.
Таблица 1
| Вид отжига | Цели | Режим т/о, график т/о (температура-время) | Какая сталь обрабатывается, структура после отжига |
| Отжиг I рода 1 2 3 Отжиг II рода 1 2 3 | |||
| Нормализация |
ч 2. Студенты получают образцы и зачищают их от заусенцев на точиле или шкурке. Далее измеряется исходная твердость на твердомере типа Роквелла или Бринелля (по согласованию с преподавателем).
3. Назначают вид и режим термической обработки в соответствии с заданием и маркой стали. Номер заданий указывает преподаватель. Температура нагрева и охлаждающая среда определяются с учетом данных, приведенных в табл.2 и 3
Таблица 2. Температуры нагрева и охлаждающие среды при термической обработке стали
| Вид термической обработки стали | Температура нагрева, 0 С | Типовая охлаждающая среда | |
| Стали доэвтектоидные (менее 0,8 %С) | Стали эвтектоидные и заэвтектоидные (от 0,7…0,8 до 2,14%) | ||
| Отжиг | tотж = tАс3 + +(30…50 °С) | tотж = tАс1 + +(30…70 °С) | С печью |
| Нормализационный отжиг | tн.о. = tАс3 + +(50…80 °С) | tн.о. = tАсm+ +(30…50 °С) | На спокойном воздухе |
| Закалка | tзак = tАс3 + +(30…50 °С) | tзак = tАс1 + +(70…100 °С) | Углеродистые стали – в воде, легированные – в масле |
| Отпуск закаленной стали | Ниже Ас1 (в зависимости от заданных свойств при 160…650 0С) | Для большинства сталей – на воздухе | |
.
Таблица 3. Температуры критических точек Ас1, Ас3 ,Асmнекоторых сталей
| Марка стали | 30 | 35 | 40 | 45 | 50 | 40Х | 45Г2 | 35ХГСА | 60С2 |
| Ас1 , 0 С Ас3 , 0 С | 735 812 | 730 802 | 727 788 | 725 770 | 750 760 | 743 762 | 711 765 | 750 830 | 750 820 |
| Марка стали | У7 | У8 | У10 | У12 | ШХ15 | 9ХС | ХВГ | Х12М | |
| Ас1 , 0 С Асm , 0 С | 730 - | 730 - | 730 800 | 730 820 | 750 900 | 770 870 | 750 940 | 810 - | |
4. Определяют время нагрева стали. Время нагрева стали под закалку складывается из времени подогрева образца (детали) до заданyой температуры (т„), времени выдержки при этой температуре (тв). Длительность выдержки при температуре закалки определяется временем, необходимым для превращения исходной структуры стали в аустенит.
Время нагрева до заданной температуры и выдержки вычисляется по формуле Ʈ= ƮH+ƮB=l,5d+0,2Ʈн,мин, где d- диаметр (толщина) образца, мм.
5. Полученные образцы загружают в разогретую печь с учетом рекомендаций, приведенных в п.2.1.охрана труда.
6. После проведения необходимой термообработки образцы зачищают от окалины с обеих сторон и замеряют твердость. В случае необходимости поуказанию преподавателя приготавливают микрошлиф, травят его реактивом и просматривают в микроскоп, зарисовывая видимую структуру.
7. Показания твердости после всех видов термообработки заносят в табл.4, составленную по следующей форме:
Таблица4
| Вид термообработки | Режим термообработки | Твердость | ||||
| Т°с | времямин | Охлажд среда | до т/о | после т/о | ||
| НВ | HRC | НВ | ||||
8. Работу оформляют в виде письменного отчета, который представляется преподавателю. Графики строят в предварительно выбранном масштабе с указанием экспериментальных точек. У координатных осей указывается полное наименование величины или ее стандартное буквенное обозначение и размерность. К графику должно быть дано возможно более полное объяснение. Построение трафиков и их анализ рекомендуется проводить во время группового занятия.
2.3. Практические задания
Задание 1. Определение влияния температуры нагрева на твердость доэвтектоидной стали
Три образца одной из марок сталей (30, 35, 40, 45) нагревают до определенной температуры: (первый - ниже Ас1; второй - выше Ас1, но ниже –Ас3! третий выше Ас3), выдерживают при заданной температуре и охлаждают в воде. По полученным данным строится график зависимости твердости от температуры нагрева. Сделать вывод об оптимальной температуре закалки доэвтектоидныхсталей.
Задание 2. Определение влияния температуры нагрева на твердость заэвтектоидной стали
Три образца одной из марок сталей (У9, У10, У11, У12) нагревают соответственно до температуры: (первый - ниже Ас1 второй - выше Ас1, но ниже –Аст, третий - выше Аст), выдерживают при заданной температуре и охлаждают в воде. По полученным данным строится график зависимости твердости от температуры нагрева заэвтектоидных сталей. Сделать вывод об оптимальной температуре закалки заэвтектоидных сталей.
Задание 3. Изучение влияния содержания углерода на твердость закаленной стали
Закаливают по одному образцу каждой марки стали от стали 40 до У8. По полученным данным строится график зависимости твердости закаленной стали от содержания углерода.
Задание 4. Изучение влияния охлаждающей среды (скорости охлаждения) на твердость стали .
Четыре образца одной марки среднеуглеродистой стали (типа 30, 35, 40, 45) нагреть до температуры /Асз+(30+50°С), выдержать и охладить, соответственно,
первый образец в воде (полная закалка);
второй - в масле(частичная закалка);
третий - на воздухе (нормализационный отжиг);
четвертый - в печи до 600°С, а затем на воздухе (изотермическийотжиг).
По полученным результатам построить график зависимости твердости от скорости охлаждения (примерная скорость охлаждения: в воде - 600 град/с; в масле - 100 град/с; на воздухе - 1 град/с; с печью - 0,05 град/с). Сделать вывод, после какого вида термообработки получается максимальная и минимальная твердость стали, и объяснить почему.
Задание 5. Определение влияния температуры отпуска на твердость закаленной углеродистой стали.
Три образца стали одной марки подвергнуть закалке, проверить на твердость. Затем провести отпуск закаленных образцов: первый при температуре 200°С; второй - 400°С; третий - 600°С в течение 30 минут. По полученным результатам построить график зависимости твердости от температуры отпуска. Сделать вывод, какой отпуск требуется для сохранения высокой и получения низкой твердости.
' 2.4. Содержание отчета
1. Название и цель работы.
2. Оборудование, приборы и материалы.
3. Теоретические положения.
а) перечисление основных видов термической обработки стали, их определение, цели;
б) заполнение таблицы 1;
в) зарисовка нижней части диаграммы железо-цементит (рис. 1, 2,3,4);
г) зарисовка диаграммы изотермического превращения переохлажденного аустенита (рис.5).
4. Методика проведения работы и полученные результаты. Задание по термической обработке, выбор режима и таблицы результатов термообработки.
5. По результатам всех выданных преподавателем и проделанных заданий построить графики зависимости твердости от изучаемых параметров и объяснить полученные зависимости на основании изменения структуры стали.
2.5. Контрольные вопросы к работе “Термическая обработка сталей”
1. Что такое термическая обработка? Какова ее цель?
2. Что называется режимом термообработки?
3. Какие основные виды термической обработки вы знаете?
4. Что такое отжиг, для каких целей он проводится, какие виды отжига вам известны? Как охлаждают сталь при отжиге?
5. Какая структура получается у сталей после отжига?
6. Что такое нормализация? Цель ее? В чем сходство и в чем отличие отжига и нормализации?
7. Что такое закалка? Какова ее цель?
8. До какой температура нужно нагреть под закалку доэвтектоидную, эвтектоидную и заэвтектоидную стали, почему?
9. В каких координатах строят диаграмму изотермического распада аустенита?
10. С какой скоростью нужно охлаждать сталь при закалке, чтобы получить мартенсит?
11. Что такое отпуск стали? Какие превращения происходят в сталях при отпуске?
12. Какие виды отпуска различают, и для каких сталей предназначается каждый из видов отпуска?
13. Каковы цели отпуска конструкционной стали?
14. Каковы цели отпуска инструментальной стали?
15. Как меняются механические свойства сталей в зависимости от температуры отпуска?
16. Чем отличается мартенсит отпуска от мартенсита закалки?
17. При какой температуре отпуска можно в углеродистой стали получить троостит?
18. По какому признаку сталь относят к наследственно мелко- или крупнозернистой?
19. Как влияет повышение содержания углерода на температуру начала и конца мартенситного превращения?
20. При каких температурах отпуска заканчивается распад мартенсита?
21. В каких сталях наблюдается необратимая отпускная хрупкость?
22. Каким образом можно уменьшить обратимую отпускную хрупкость?
23. От чего зависят размеры мартенситных кристаллов?
24. Какие факторы влияют на критическую скорость закалки стали?
25. Как влияет повышение температуры отпуска на пределы прочности и текучести закаленной стали?
26. При каких температурах проводят отпуск закаленной цементованной стали?
27. Какой вид отжига нужно применить для устранения крупнозернистой структуры в углеродистой стали?
28. Для каких целей нормализация может применяться как окончательная термическая обработка?
29. Почему, при быстром индукционном нагреве под закалку получается мелкозернистый аустенит?
30. В каком температурном интервале необходимо проводить отпуск закаленной углеродистой инструментальной стали?
Практические вопросы
1. Какую Структуру имеет сталь 40 при нагреве до 850°С?
2. Какую структуру имеет сталь У8 при нагреве до 700°С?
3. Какую структуру имеет сталь У10 при нагреве до 780°С?
4. Чем объясняется пониженная твердость закаленной заэвтектоидной стали, подвергнутой полной закалке?
5. Какую структуру имеет сталь 40 после полной закалки?
6. Какую структуру имеет сталь У12 после неполной закалки?
устраняет крупнозернистую структуру, полученную при литье или прокатке, ковке, штамповке.
Ускоренное охлаждение на воздухе приводит к распаду аустенита при более низких температурах, что повышает
7. Назначить все виды термической обработки для стали 45. Построить графики для всех видов термической обработки в координатах температура- время. Указать полученную структуру.
8. Назначить режим закалки с последующим отпуском для сталей 65, У10. Построить графики термообработки в координатах температура-время. Проанализировать и сравнить полученные результаты.
9. Указать все возможные марки стали для железоуглеродистого сплава, содержащего 0,8% углерода, и назначить для этих сталей режим закалки с последующим отпуском.
10. Указать все возможные марки стали для железоуглеродистого сплава, содержащего 0,65% углерода и объяснить, почему в одном случае нужно использовать высокий отпуск, а в другом средний?
11. Какая термообработка была назначена, если после нее сталь 40 имеет структуру:
а) мартенсита;
б) феррита+перлита;
в) мартенсита отпуска;
г) мартенсита+феррита; '
д) сорбита отпуска.
12. Чем объясняется понижение твердости закаленной стали по мере повышения температуры отпуска от 400 до 600°С?
13. Какую структуру можно получить после, низкого отпуска стали У12, закаленной от оптимальной температуры?
14. Какова причина некоторого повышения твердости высокоуглеродистой закаленной стали при отпуске ~ 100°С?
15.Чем объясняется увеличение размера образца в процессе отпуска при 250- 300°С в высокоуглеродистой стали? ,
Задачи
1.Два образца одной и той же углеродистой стали подвергнуты различной термообработке, после которой твердость одного составляла НВ 150 (отожженная) и другой HRC60. Охарактеризовать и зарисовать микроструктуру стали каждого из образцов, определить содержание углерода и указать область применения этой стали в промышленности. Привести режим термической обр объяснить, является ли этот вид термической обработки окончательным или следует рекомендовать дополнительную термическую обработку (и какую именно).
2. Провести сравнение двух образцов среднеуглеродистой стали (0,5% С) после закалки с нагревом одного образца до 820°С, другого до 920°С ( по диаграмме Fe-C). Зарисовать микроструктуру и объяснить, в каком образце сталь обладает большей хрупкостью. Рекомендовать режим закалки для стали с 0,5%С и температуру отпуска, если из этой стали изготавливают валы.
3. Провести сравнение двух образцов закаленной доэвтектоидной углеродистой стали с 0,4°С, нагретых при закалке соответственно до 770 и 830°С. Зарисовать микроструктуру, охарактеризовать имеющиеся структурные составляющие и указать на основании диаграммы Fe-C, в чем заключается различие в структуре обоих образцов. Объяснить, у какого образца твердость больше.
4. Один из образцов углеродистой стали с 0,4-0,5%С был закален, другой закален и отпущен при 500°С. Зарисовать микроструктуру этих образцов и объяснить в чем заключается различие в структуре и твердости. Объяснить назначеййе Высокого отпуска, построить графики предлагаемой термической обработки.
5. Два образца углеродистой стали 65 были подвергнуты различной термической обработке, после которой первый образец имеет твердость 170 НВ, а второй 60-62 HRC3. Охарактеризовать структуру стали каждого из образцов, рекомендовать режим термической обработки для получения твердости 45-48 HRC,, указать свойства, которые имеет сталь 65 при твердости около 45 HRC3и назначение такой обработки в промышленности. Построить графики всех упомянутых видов термической обработки для стали 65.
6. Образцы из стали 45 и стали У12 закаливали с температур 700, 770 и 830°С. Объяснить, почему образцы из стали 45 при нагреве до 770°С получают более высокую твердость, чем образцы из стали У12, и указать различие в структуре этих сталей после закалки.
7. Образцы легированной стали 30ХГСА подвергнуты термической обработке по 3-м режимам:
1) закалка с нагревом 880-900°С, охлаждение в масле;
2) закалка с нагревом 880-900°С, охлаждение в селитровой ванне при 280-310°С 30 минут, затем на воздухе;
3) закалка с нагревом 880-900°С^ охлаждение в масле, затем отпуск при 280-310°С в течение часа.
, Указать при каком из режимов обеспечиваются более высокие механические свойства, т.е. сочетаются высокая прочность и вязкость, и объяснить полученный результат.
Литература
1. Гуляев А.П. Металловедение. - М.: Металлургия, 2011. С.199-284.
2. Лахтин Ю.М. Материаловедение'. - М.: Машиностроение, 2013. С. 157-227.
3. Материаловедение/Под ред.Б.Н. Арзамасова. - М.: Машиностроение, 2012.
4.Новиков И.И. Термическая обработка металлов. - М.: Металлургия, 2015.
5. Журавлев В.Н., Николаева О.П. Машиностроительные сплавы: Справ. М.: Машиностроение, 2014.
Содержание
1. Теоретическая часть............. 3
I. I. Общая характеристика видов термической обработки 3
1.2.Отжиг........................ 4
1.3.Нормализация (нормализационный отжиг) 6
1.4.Закалка...................... 7
1.5.Структуры и дефекты закалки... 10
1.6.Отпуск....................... 12
1.7.Структуры отпуска............ 13
2. Практическая часть........................ 14
2.1.Оборудование и материалы...... 14
2.2.Порядок выполнения работы.... 14
2.3.Практическая задания......... , 16
2.4.Содержание отчета............ 17
2.5. Контрольные вопросы к работе “Термическая обработка 17 сталей” |
2.6.Практические вопросы.......... 18
Литература........................ 20
Дата добавления: 2021-07-19; просмотров: 138; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!