Последовательность обработки детали.
| Установ. Детали | Вид оброботки | Примечание | ||
| 1 | Торцевание (черновое) | Обработка под закалку | ||
| 1 | Точение (черновое) | Обработка под закалку | ||
| 1 | Сверление отверстие | Обработка под закалку | ||
| 1 | Изготовление фаски расточным резцом | Обработка под закалку | ||
| 2 | Торцевание (черновое) | Обработка под закалку | ||
| 2 | Точение (черновое) | Обработка под закалку | ||
| 2 | Растачивание отверстие, (черновой проход) | Обработка под закалку | ||
| 2 | Растачивание отверстие, (чистовой проход) | Обработка под закалку | ||
| 3 | Изготовление сферы | Обработка под закалку R35 | ||
| Закалка | закалка | закалка | ||
| Производится растачивание отверстие, торцевание на чисто на механическом станке а также шлифование торцов и изготовление канавки для смазки сопрягаемых деталей. | ||||
| 4 | Изготовление сферы на чисто. Чисто | Окончательная Обработка. R35 | ||
Определение способа закрепление заготовки.
Учитывая размеры заготовки, а также ее последовательность обработки, предлагается следующие способы закрепления:
| Установка заготовки | Основное оборудование | Вспомогательное оборудования |
| 1 | Трех кулачковый само центрующий патрон | Кулачки, расточенные на D 75, предворительно прокаленные. |
| 2 | Трех кулачковый само центрующий патрон | Кулачки, расточенные на D 75, предварительно прокаленные. |
|
|
|
| 3 | Трех кулачковый само центрующий патрон | Кулачки, расточенные на D 34мм, предварительно прокаленные. |
| Задняя бабка | Токарный центр вращающийся. | |
| 3 | ------------------------------------ | Упор под отверстие изготовленный и прокаленный предварительно. Размеры D33мм. под отверстие, D37мм. Под торец заготовки. Кол-во 2шт. |
| 4 | Трех кулачковый само центрующий патрон | Кулачки, расточенные на D 34мм, предварительно прокаленные. |
| 4 | Задняя бабка | Токарный центр вращающийся. |
| ------------------------------------ | Упор под отверстие изготовленный и прокаленный предварительно. Размеры D33мм. под отверстие, D37мм. Под торец заготовки. Кол-во 2шт. |
Подборка режущего инструмента.
| Режимы резания | ||||
| Инструмент | Пластина | Подача( F) | Об/м ( S ) | Съём материала( D ) в мм. |
| Черновое подрезание торца, черновой съем припуска по наружному диаметру, наружная черновая обработка по контуру SCLCR 0808D06 | CNMG120408-MA | 0.25 | 800 | 0.5 |
| Черновое подрезание торца, черновой съем припуска по наружному диаметру, наружная черновая обработка по контуру SCLCR 0808D06 | CNMG120408-MA | 0.1 | 1200 | Z-54 |
| Сверло корпусное:ZD-03-320-XP40-WC06-02 | WCMX06T308 | 0.15 | 1200 | 1 . |
| Расточной инструмент:S16M-PCLNR09 | CNEG120408-NF-YBG102 | 0.25 | 1000 | 3. |
| Расточной инструмент: S20Q-PDUNR11 | DNMA150604-YBD052 | 0.15 | 1500 | 0.2 |
| Керамическая пластина:MCBNR2020K12(черновая обработка R) | CNGA120408T02020-CN1000 | 0.15 | 500 | 0.1 |
| MCBNR2020K12керамическая пластина (чистовая обработкаR) | CNGA120404T02020-CN1000 | 0 .8 | 700 | 0.05 |
|
|
|
Оснастка.
| Упор под отверстие изготовленный и прокаленный предварительно. Размеры D33мм. под отверстие, D37мм. Под торец заготовки. Кол-во 2шт. | 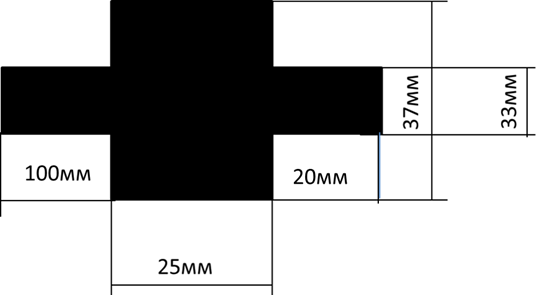
|
| Токарный центр вращающийся. | МТ2 M712 |
Определить режимы резания,
Режим точения.
Управляющие программы
O00071 (SFERA 4095.50.032 1 i 2 STORONA черновая обработка)
(1 сторона )
G54
G99
M31
T5 S800 M03 F0.25
G00 X85.
G00 Z2.
M08
G01 X-2.
G00 Z3. X85.
G00 Z1.
G01 X-2.
G00 Z2. X85.
G01 Z0
G01 X-2.
G00 Z1. X76.
G01 Z-25.
G01 X81.
G00 Z1.
G00 X70.
G01 Z0
G01 X72. A-45.
G01 Z-25.
G01 X81.
M09
G00 X200.
G00 Z200.
M01
T1 S1200 M03 F0.1
|
|
|
G00 X0
G00 Z5.
M08
G01 Z-54.
M09
G00 Z100.
G00 X200.
M01
T11 S1200 M03 F0.15
G00 X30.
G00 Z1.
M08
G71 P1 Q2 D1. F0.15
N1 G01 X35. Z1.
G01 Z0
G01 Z-1. X33.
N2 G01 X30.
M09
G00 Z150.
G00 X200.
M30
(2 сторона )
G54
G99
M31
T5 S800 M03 F0.25
G00 X85.
G00 Z3.
M08
G01 X28.
G00 Z4. X85.
G00 Z2.
G01 X28.
G00 Z4. X85.
G00 Z1.
G01 X28.
G00 Z4. X85.
G00 Z0
G01 X28.
G00 Z1. X76.
G01 Z-22.
G01 X81.
G00 Z1.
G00 X70.
G01 Z0
G01 X72. A-45.
G01 Z-22.
G01 X81.
M09
G00 X200.
G00 Z200.
M01
T11 M03 S1300 F0.2
G00 X34.8
G00 Z2.
M08
G01 Z0
G01 X32.8 A45.
G01 Z-47.
G01 X32.
G00 Z1.
S1500 F0.25
G00 X35.
G01 Z0
G01 X33. A45.
G01 Z-47. X33.01
G01 X32.
M09
G00 Z150.
G00 X250.
M01
T7 M03 S1500 F0.2
G00 X34.6
G00 Z1.
M08
G01 Z0
G01 X33. A45.
G01 Z-47. X33.01
G01 X32.
M09
G00 Z150.
G00 X250.
M30
O 00048 ( SFERA 4095.50.032 черновая обработка сфера)
G54
T1 S1000 F0.25 M03
G42 M08
G00 Z8. M31
G00 X66.
G01 Z0
G03 X71.1 Z-27.5 R35.
G00 X100.
G00 Z8.
X63.
|
|
|
G01 Z0
G03 X71.1 Z-27.5 R35.
G00 X100.
G00 Z8.
X60.
G01 Z0
G03 X71.1 Z-27.5 R35.
G00 X100.
Z8.
X57.
G01 Z0
G03 X71.1 Z-27.5 R35.
G00 X100.
Z8.
X54.
G01 Z0
G03 X71.1 Z-27.5 R35.
G00 X100.
Z8.
X51.
G01 Z0
G03 X71. Z-27.5 R35.
G00 X100.
Z8.
X47.5
G01 Z0.
G03 X71. Z-27. R35.
G00 X100.
Z8.
G00 X44.5
G01 Z0
G03 X71. Z-27.5 R35.
G01 X75.
G40
G00 X100.
T1 S1000 M03 F0.25
G00 X100.
G00 Z-58.
G40
G41
F0.25
G00 X100.
Z-58.
G00 X68.
G01 Z-55.
G02 Z-27.5 R35. X71.
G00 X100.
G00 Z-58.
X65.
G01 Z-55.
G02 X71. Z-27.5 R35.
G00 X100.
Z-58.
X62.5
G01 Z-55.
G02 X71. Z-27.5 R35.
G00 X100. Z-58.
X60.
G01 Z-55.
G02 X71. Z-27.5 R35.
G00 X100. Z-58.
X57.
G01 Z-55.
G02 X71. Z-27.5 R35.
G00 X100. Z-58.
X54.
G01 Z-55.
G02 X71. Z-27.5 R35.
G00 X100. Z-58.
X51.
G01 Z-55.
G02 X71. Z-27.5 R35.
G00 X100. Z-58.
X47.5
G01 Z-55.
G02 X71. Z-27.5 R35.
G00 X100. Z-58.
X44.5
G01 Z-55.
G02 X71. Z-27.5 R35.
G00 X90. Z10.
M09
G40
G42
M08
X43.51 S1500 F0.15
G01 Z0
G03 X69.95 Z-27.5 R35.
G03 X43.51 Z-55. R35.
G 40
G 00 X 200. M 09
Z 1.
M 33
M30
O 00120 ( SFERA 4095.50.032 чистовая обработка)
G 55
M21
M00
T4
M03 S500 F0.15
G00 X75.
M31
Z2.
G42
X45.755 F0.13
G01 Z0
G03 X69.69 Z-26.38 R35.
G03 X45.765 Z-52.76 R35.
G40
G00 Z-53.
G01 Z-50.8
G00 X80.
Z-3.
X54.
G01 X49.579
G00 X180.
Z0
M01
G54
T4
M03 S500 F0.15
G00 X75.
Z2.
G42
X45.755 F0.15
G01 Z0
G03 X69.695 Z-26.38 R35.
G03 X45.765 Z-52.76 R35.
G40
G00 Z-53.
G01 Z-50.77
G00 X80.
Z-3.
X54.
G01 X49.579
G00 X180.
Z0
M01
T3
G54
M03 S700 F0.08
G00 X75.
Z2. M31
G42
X45.63 F0.12
G01 Z0
G03 X69.615 Z-26.4 R35.
G03 X45.63 Z-52.74 R35.
G40
G 00 X 180.
Z 0
M 00
M 22
M 30
Вывод по написанию управляющей программы согласно чертежу 4095.50.032
Программы: O00071, O00048 и O00120 написаны с учетом требований по чертежу, а также с учетом технических особенностей станка. Любая обработка заготовки начинается с подрезки торца и заканчивается исполнению канавок или отрезкой детали (возможно, то и другое в порядке очереди). Любая обработка заготовки всегда начинается с чернового точения а заканчивается чистовым точением, (при получение более точных размеров на сложных поверхностях заготовки применяют и получистовые проходы.).
Программы: O00071, O00048 и O00120 написано с учетом оптимизации рабочего времени, при этом это не отражается отрицательно на качество исполнения, а также точность размеров детали. Содержимые операции, написанные в программах, соответствуют выше сказанному и могут быть приняты в работу.
При работе данных программ допускается:
1. Коррекция режимов резания при первых запусков.
2. Коррекция в OFSET в зависимости от точности станка.
3. Замена пластин в случае их износа.
При работе данных программ не допускается:
1. Включать СОЖ при обработке сферы.
2. Самостоятельно корректировать размеры путем изменение программы в должности оператор.
3. Проверять радиус детали сопрягаемой деталью.
Учитывая особенности того или иного рабочего станка, кол-во изготавливаемых деталей, качество оснастки оборудования, человеческий фактор, выше указанные пункты корректировки является нормой а не череда ошибок в написанной программе.
Любая написанная программа всегда поддается корректировке, не зависимо как она написана, как так есть разного рода технические трудности, с которыми по вседневно сталкивается наладчик и в принципе в этом и заключается его работа.
Дата добавления: 2020-01-07; просмотров: 485; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!