Пути интенсификации процесса раздачи
Основным направлением интенсификации является направление, связанное со схемой всестороннего сжатия.
§ Для толстостенных заготовок используются дополнительные элементы на кромке – спутники.

1 – оправка,
2 – заготовка,
3 – спутник.
Спутник выполнен в виде кольца, он должен быть таким, чтобы не создавать условие гофрообразования, но достаточным для создания всестороннего сжатия.
§ Самый простой способ – нагрев кромки заготовки, но процесс в данном случае медленный.

§ Использование ультразвука, при этом снижаются силы трения.
ОТБОРТОВКА
Отбортовка – это процесс, который характеризуется схемой напряженного состояния плоского растяжения и объемной схемой деформированного состояния (2 растяжения и 1 сжатие)

Способы, реализующие процесс отбортовки
Отбортовка плоской заготовки с прижимом

1 – пуансон,
2 – прижим,
3 – матрица,
4 – деталь,
5 – заготовка.
Усилие прижима Q должно обеспечивать неподвижность фланца. Если уменьшить усилие прижима, то получим операцию вытяжки.
Последующая операция отбортовки
Процесс называется отбортовкой, а способ - обтяжкой.

1 – пуансон,
2 – прижим,
3 – матрица,
4 – деталь,
5 – заготовка.

Суть этого способа:
Можно тянуть стол или заготовку, выпукло или вогнуто. Изготавливают этим способом обшивку летательных аппаратов. Проблема данного способа – получение равномерной толщины.
|
|
|
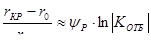
Механизм процесса отбортовки
Рассмотрим процесс отбортовки плоской заготовки в осесимметричном штампе с прижимом. Условно заготовку, также как и при вытяжке, можно разбить на несколько участков.

аb – упругий участок. Схема НС – как при вытяжке.
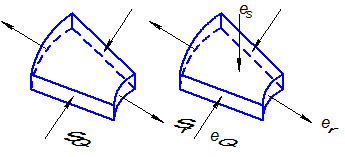
bc – участок радиусного скругления. Схема – пластическая, то есть условие деформирования в пластическом состоянии. НДС – как при вытяжке.
cd – цилиндрический участок. Линейная схема напряженного состояния.

de – участок радиусного скругления пуансона.
ef – участок дна.
Оба участка имеют одну и ту же схему НДС.

Обращает на себя внимание то, что меридиональная деформация меняет свой знак в области пластического очага с “-” на “+”. Проведенный анализ дает возможность предположить, что длина образующих заготовки и детали одинаковы. Это условие также как и при вытяжке позволяет определить и исходные величины отверстия и величины деформаций исходя из геометрических соображений. Таким образом одна из деформаций уже известна из условия равенства длин образующих.
В процессе отбортовки усилие, также как и при вытяжке, имеет экстремум.
|
|
|

 – усилие,
– усилие,  – величина хода пуансона.
– величина хода пуансона.
Максимум усилия наблюдается при определенном перемещении кромки отверстия.
 ,
,
здесь  ,
,  .
.
Наличие экстремума объясняется как и при вытяжке 2 факторами:
- упрочнением металла,
- уменьшением площади очага пластического сопротивления – площади дна.

Особенностью отбортовки является еще и то, что элементы заготовки перемещаясь с плоского дна на радиус закругления испытывают момент сопротивления изгибу  .
.
Момент внутреннего сопротивления пытается отвести данную часть заготовки от торца заготовки. Между пуансоном и заготовкой образуется прогиб. Это условие учитывается при определенном напряжении, так как отсутствует трение заготовки по инструменту. Это происходит в том случае, если снизу нет подпора.
Дата добавления: 2019-07-15; просмотров: 189; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!