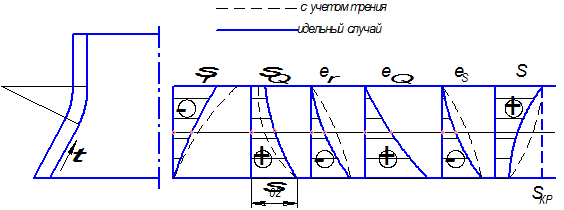
Эпюры напряжений и деформаций при раздаче
 ,
,
 .
.
Определение технологических параметров при раздаче
- форма и размеры заготовки;
- усилие и работа процесса;
- предельные коэффициенты раздачи;
- количество переходов.
Определение формы и размеров заготовки
Толщина и форма сечения заготовки в виде круга, эллипса, прямоугольного сечения полностью соответствует толщине и форме сечения упругой части, передающей усилие.




Размеры детали определяются из условия постоянства объемов при раздаче.
 ,
,
где  – объем элементарных частей детали,
– объем элементарных частей детали,
 ,
,
 ,
,
 .
.
Используя уравнение связи на кромке
 ,
,  ,
, 

 ,
,
то есть кромка утоняется,
 .
.
Определение усилия и работы процесса раздачи

Расчет внешнего усилия ведется из условия равенства его внутреннему сопротивлению 
Сила и напряжение – величины векторные, они совпадают по направлению
 ,
,
 ,
,  ,
,
напряжение – меридиональное 
Определим напряжение в цилиндрической части с учетом трения, изгиба, упрочнения
 ,
,
где  ,
,
 – коэффициент трения
– коэффициент трения  ,
,
 – коэффициент, зависящий от конструкции,
– коэффициент, зависящий от конструкции,
 – предел текучести с учетом упрочнении средний по очагу деформации
– предел текучести с учетом упрочнении средний по очагу деформации 
Для нахождения используем кривую упрочнения. Учтем упрочнение степенной функцией.
 ,
,
где  – интенсивность деформаций
– интенсивность деформаций  , для цилиндрических образцов
, для цилиндрических образцов  ,
,
 – константы механических свойств
– константы механических свойств  ,
,  .
.
|
|
|
 – относительное сужение и расширение при образовании шейки.
– относительное сужение и расширение при образовании шейки.
При раздаче можно считать, что  с погрешностью
с погрешностью 
 .
.
Другими словами каждый элемент имеет свою степень упрочнения, то есть вносит свою часть в напряжение  .
.
Для практических технологических целей можно считать, что влияние упрочнения всех элементов в очаге деформации эквивалентно влиянию упрочнения элементов, находящихся в средней части очага деформации, то есть
 .
.
Данная задача является статической, то есть рассматриваем напряжения в данный момент времени.
Площадь, на которой действуют напряжения, представляет собой кольцо

Усилие оборудования всегда берется м запасом 
Усилие, которое мы рассчитали, необходимо и достаточно для гидропрессов. А для кривошипных прессов необходимо еще определить работу процесса.

Работа определяется по следующей формуле
 ,
,
где  .
.
Расчет работы необходим, так как для гидропресса усилие не зависит от перемещения в отличие от кривошипного пресса.
Определение предельного коэффициента раздачи и количества переходов
Предельным коэффициентом раздачи называется максимальный коэффициент  , при котором заготовка деформируется без дефектов.
, при котором заготовка деформируется без дефектов.
|
|
|
Дефекты при раздаче:
1. Гофрообразование (наплыв) для тонкостенных материалов 

3. Трещинообразование образуется под  для малопластичных материалов
для малопластичных материалов 

2. Разрыв кромки для пластичных материалов  ,
, 

§ Определение предельного коэффициента раздачи при гофрообразования
Дефект гофрообразования связан с сжимающими усилиями от сжимающих напряжений. Условно предельный коэффициент раздачи можно определить следующим образом.
Схема к определению коэффициента раздачи при гофрообразовании.

Предельный коэффициент в этом случае можно найти из условия равенства момента внутреннего сопротивления и внешнего момента относительно сечения о-О. 
Если внешний момент относительно сечения о-О превышает внутренний момент, то образуется гофра  гофра
гофра
Внутренний момент с учетом упрочнения можно представить следующим образом
 ,
,
где  - единица ширины.
- единица ширины.
Внешний же момент будет равен
 ,
,
где  - плечо.
- плечо.
Радиус свободного изгиба
 .
.
Длину плеча находят из геометрических соображений. Из 
 ,
, 
 .
.
Усилие  на единицу длины окружности равно произведению напряжения
на единицу длины окружности равно произведению напряжения  , толщины
, толщины  и единицы ширины
и единицы ширины
|
|
|
 , где
, где  .
.
Приравняв , находим предельный коэффициент раздачи  Простейший случай – это случай, когда упрочнение отсутствует. В случае отсутствия упрочнения внутренний момент изгиба равен
Простейший случай – это случай, когда упрочнение отсутствует. В случае отсутствия упрочнения внутренний момент изгиба равен
 ,
,  .
.
Приравняв внутренний и внешний моменты, получим


Полученный  показывает, что существенное влияние на него оказывает и .
показывает, что существенное влияние на него оказывает и .
§ Определение предельного коэффициента раздачи при разрыве кромки
Считаем, что кромка заготовки деформируется в условиях линейных схем НДС. Тогда за критическую величину деформаций принимаем как и при линейной схеме деформаций  , то есть
, то есть
 ,
,
 ,
,
Последнее выражение дает оценочное значение предельного коэффициента раздачи.
Иногда для относительно толстых заготовок, для которых

предельный коэффициент определяют с учетом давления заготовки на оправку. Тогда условием формообразования можно считать условие, при котором давление  достигает максимума. Для этого используют уравнения равновесия элемента кромки заготовки на ось, перпендикулярную рабочей поверхности заготовки.
достигает максимума. Для этого используют уравнения равновесия элемента кромки заготовки на ось, перпендикулярную рабочей поверхности заготовки.
Схема действия сил

Получим уравнение Лапласа
|
|
|
 ,
,
 ,
,
 ,
,
 .
.
Величина S по мере раздачи уменьшает свое значение.
 - для линейной схемы.
- для линейной схемы.
 ,
,

 .
.
 (*),
(*), 
Анализируя данное выражение видно, что коэффициент раздачи оказывает взаимно противоположное влияние разных сомножителей.  , который учитывает упрочнение, увеличивает выражение, а который учитывает толщину – уменьшает.
, который учитывает упрочнение, увеличивает выражение, а который учитывает толщину – уменьшает.
Имеет место такой коэффициент раздачи, при котором достигает экстремума.
 .
.
Таким образом, предварительно преобразовав уравнение (*) разделив и умножив на  получим
получим

 . const
. const
Из данного выражения находим . Найденный коэффициент, как правило, имеет большее значение, нежели в первом случае.
Смысл этого критерия: как только образец начинает сильно утоняться, давление падает, в этот момент и фиксируется 
Практика отличается от теории, так как есть влияние третьего напряжения, влияние анизоторопии по длине.
При раздаче большое значение имеет состояние кромки заготовки. Наибольшее значение имеет место при полированной кромке, близкое к состоянию поверхности прокатанного листа.
Выбор предельного коэффициента в случае гофрообразования и разрыва кромки определен наименьшим значением
В случае, если общий коэффициент раздачи больше предельного необходимо вести процесс в несколько переходов.


Для толстостенных заготовок, когда  , предельный коэффициент которых определен разрывом кромки, необходимо как правило производить промежуточные отжиги, используя одну и ту же штамповую оснастку. В этом случае все коэффициенты раздачи считаем одинаковыми
, предельный коэффициент которых определен разрывом кромки, необходимо как правило производить промежуточные отжиги, используя одну и ту же штамповую оснастку. В этом случае все коэффициенты раздачи считаем одинаковыми
 ,
,
 .
.
Для тонкостенных заготовок, теряющих устойчивость, возможно 2 варианта.
1. Для тонкостенных высокопластичных заготовок возможно провести многократную раздачу без промежуточного отжига, но в разной штамповой оснастке.

1 – пуансон,
2 – заготовка,
3 – оправка.
2. Для тонкостенных и малопластичных заготовок кроме разной штамповой оснастки необходимо применять промежуточный отжиг. Такие материалы являются наиболее трудоемкими в обработке.
Дата добавления: 2019-07-15; просмотров: 243; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!