Виды ручного слесарного инструмента по назначению
В процессе ремонта мастеру могут потребоваться различные работы по металлу: гибка, рубка, сверление, опиливание, нарезание резьбы. Решение перечисленных задач возможно с использованием специализированного слесарного инструмента, который всегда под рукой. По назначению его можно разделить на несколько основных групп. Ниже мы рассмотрим, где применяется каждое устройство.

Ударный и разметочный инструмент:
- Слесарные молотки, кузнечные кувалды применяются во многих технологических операциях: рубке, гибке, правке.
- Кернерами выполняют разметку металлических, а также неметаллических материалов.
- Зубила используют для рубки металла.
- Крейцмейсели позволяют вырубать шпоночные пазы, канавки. От зубил они отличаются более узкой режущей кромкой.
- С помощью чертилок и циркулей проводят точные разметочные работы.
- Бородки предназначены для пробивания отверстий в листовом металле.
Зажимной инструмент:
В процессе выполнения слесарно-сборочных операций применяют различный шарнирно-губцевый инструмент. К нему относят пассатижи, плоскогубцы, круглогубцы, щипцы, клещи. Слесарными тисками фиксируют детали с целью их последующей обработки.
Инструмент для нарезания резьбы:
Наружную резьбу нарезают плашками, внутреннюю – метчиками. Плашкодержатели и воротки – это приспособления для вращения ручного резьбонарезного инструмента.
Устройства для резки и механической обработки металла:
|
|
|
Напильники и надфили служат для опиливания деталей, заготовок. Ножовками режут листовой, профильный металл, а также выполняют другие виды работ. Ручные ножницы предназначены для резки листового металла. Шаберами с деталей снимают тонкие слои материала. В результате шабрения сопрягаемых поверхностей обеспечивается их плотное прилегание и герметичность.
Инструмент для обработки отверстий:
- В обрабатываемых изделиях отверстия получают при помощи сверл. Их изготавливают из легированных, углеродистых сталей.
- Развертки позволяют выполнять высокоточную обработку цилиндрических и конических отверстий.
- Зенковки служат для обработки углублений и фасок просверленных отверстий под головки винтов, болтов, заклепок. С помощью цековок выполняют зачистку торцовых поверхностей.
- Зенкеры применяются для увеличения диаметров просверленных отверстий, улучшения их точности и качества.
Инструмент для сборки резьбовых соединений:
- Гаечные ключи. По конструкции они могут быть рожковыми или накидными, торцовыми, шарнирными, разводными, трещоточными. Выбор подходящего исполнения обеспечивает удобство работы в труднодоступных местах.
- Регулировать усилие затяжки крепежа позволяют динамометрические ключи.
- Слесарно-монтажные отвертки для винтов и шурупов с прямыми или крестообразными шлицами незаменимы в производстве, строительстве, ремонте.
К измерительным устройствам относят:
|
|
|
- Линейки, рулетки.
- Штангенинструмент. К нему относятся штангенциркули, штангенрейсмасы и штангенглубиномеры.
- Микрометрические приборы, нутромеры.
- Меры длины: плоскопараллельные концевые, угловые призматические, штриховые.
- Поверочные плиты, щупы, лекальные линейки, угольники.
- Радиусные и резьбовые шаблоны.
- Приборы для измерения углов: угломеры, уровни, синусные линейки.
- Индикаторные устройства.
Таким образом, ручной инструмент позволяет решать большинство задач при работе с металлом.
Организация рабочего места токаря
На рабочем месте токаря находятся: станок, инструментальный шкафчик с режущими и измерительными инструментами и принадлежности к станку (патроны, планшайба с набором болтов и прихватов, закаленные и сырые кулачки, хомутики, люнеты, ключи, центра, масленка и т. д.).
Правильное расположение на рабочем месте всего, что требуется для работы, — важное условие поднятия производительности труда и обеспечения условий безопасности работы.
|
|
|
На рисунке 10 показано правильно организованное рабочее место токаря, при планировке которого необходимо руководствоваться следующими правилами:
1. На рабочем месте не должно быть ничего лишнего.
2. Все должно быть сосредоточено вокруг рабочего на возможно близком расстоянии, но так, чтобы не мешать его свободным движениям.
3. Каждый предмет нужно класть на отведенное для него место, чтобы не искать его при повторном использовании.
4. Все, чем во время работы приходится чаще пользоваться, нужно располагать ближе; все, чем пользуются реже, нужно укладывать дальше.
5. Укладывать предметы необходимо таким образом, чтобы место их расположения соответствовало естественным движениям рук рабочего.
6. Предметы, требующие осторожного обращения, должны быть положены выше предметов, требующих менее осторожного обращения. Например, измерительный инструмент должен занимать самое верхнее положение, ниже должны быть размещены заточенные и доведенные резцы, а еще ниже — приспособления.
7. Чертежи, операционные карты, рабочие наряды должны быть так расположены, чтобы ими удобно было пользоваться.
8. Заготовки и готовые детали не должны загромождать рабочее место токаря и должны быть расположены таким образом, чтобы движения токаря были наиболее короткими. Мелкие заготовки, обрабатываемые в больших количествах, надо хранить в ящиках, расположенных у станка на уровне рук рабочего. Для складывания готовых деталей надо иметь второй такой же ящик вблизи рабочего места.
|
|
|
9. Все предметы должны быть расположены так, чтобы рабочему не приходилось постоянно нагибаться или занимать неудобные положения во время взятия или укладки того или иного предмета.

Рисунок 10 – рабочее место токаря:
1 – электролампа; 2 – планшет (полка для измерительного инструмента и чертежей); 3 – станок; 4 – инструментальный шкафчик; 5 – подножная решетка; 6 – ящик для деталей и заготовок.
Резцы. Основными инструментами при токарной обработке являются резцы. В зависимости от характера обработки резцы бывают черновые и чистовые. Геометрические параметры режущей части этих резцов таковы, что они приспособлены к работе с большой и малой площадью сечения срезаемого слоя. По форме и расположению лезвия относительно стержня резцы подразделяют на прямые (рис. 1, а), отогнутые (рис.1, б), и оттянутые (рис.1, в). У оттянутых резцов ширина лезвия обычно меньше ширины крепежной части.

Рисунок 1. Разновидности токарных резцов: а — прямые, б — отогнутые, в — изогнутые, г — оттянутые по отношению к оси державки резца или быть смещено вправо или влево.
По назначению токарные резцы разделяют на проходные, расточные, подрезные, отрезные, фасонные, резьбовые и канавочные (рис.2).

Рисунок 2. Типы токарных резцов: а — проходные прямые и б — проходные отогнутые, в — проходные упорные, г, д — подрезные, е — расточные проходные, ж — расточные упорные, 3 — отрезные, и —фасонные, к —резьбовые
Проходные прямые (рис.2, а) и отогнутые (рис.2, б) резцы применяют для обработки наружных поверхностей.
Для одновременной обработки цилиндрической поверхности и торцовой плоскости применяют проходные упорные резцы (рис.2, в), работающие с продольным движением подачи.
Подрезные резцы применяют для подрезания торцов заготовок. Они работают с поперечным движением подачи по направлению к центру (рис.2, г) или от центра (рис.2, д) заготовки. Расточные резцы используют для растачивания отверстий, предварительно просверленных или полученных штамповкой или литьем. Применяют два типа расточных резцов: проходные - для сквозного растачивания (рис.2, е), упорные — для глухого (рис.2, ж).
Отрезные резцы применяют для разрезания заготовок на части, отрезания обработанной заготовки и протачивания канавок. Они работают с поперечным движением подачи (рис.2, з).
Фасонные резцы применяют для обработки коротких фа сонных поверхностей с длиной образующей линии до 30-40 мм. Форма режущей кромки фасонного резца соответствует профилю детали. По конструкции такие резцы подразделяют на стержне вые, круглые, призматические, а по направлению движения подачи — на радиальные и тангенциальные. На токарно-винторезных станках фасонные поверхности обрабатывают, как правило, стержневыми резцами, которые закрепляют в резцедержателе станка (рис.2, и). Резьбовые резцы (рис.2, к) служат для формирования наружных внутренних резьб любого профиля: прямоугольного, треугольного, трапецеидального. Форма их режущих лезвий соответствует профилю и размерам поперечного сечения нарезаемых резьб.
По конструкции различают резцы цельные, изготовленные из одной заготовки; составные (с неразъемным соединением его частей); с припаянными пластинами; с механическим креплением пластин (рис.3).

Рисунок 3. Типы токарных резцов по конструкции: цельные (а, б) составные с припаянными (в) или с механическим креплением (г) пластинами.
Сверла. Свёрла предназначены для сверления и рассверливания орверстий диаметром до 80 мм. Различают следующие типы сверл:
1) цилиндрические с винтовой канавкой и коническим хвостовиком (стандартные и удлиненные);
2) сверла для рассверливания чугуна с пластинкой из твердого сплава;
3) перовые для глубоких отверстий;
4) полые для кольцевого сверления отверстий диаметром более 60 мм.
Зенкеры. Зенкеры предназначены для окончательной обработки просверленных отверстий по 11, 12-13 квалитетам или для обработки гнезд с плоским дном под головки винтов и болтов. Зенкеры бывают следующих типов:
1) со спиральным зубом, коническим и цилиндрическим хвостовиком (быстрорежущие или с пластинками твердого сплава);
2) со спиральным зубом (насадные и цельные);
3)насадные, со вставными ножами, быстрорежущие;
4) насадные, оснащенные твердым сплавом;
5) для цилиндрических углублений (цельные и съемные);
6) для зачистки торцовых поверхностей (пластинчатые или со вставными ножами);
7) зенковки обратные со штифтовым замком, оснащенные пластинками твердого сплава;
8) специальные для борштанг.
Развертки. Развертки предназначены для чистовой обработки отверстий с целью получения правильной формы и точных размеров по 6-7 и 8-9 квалитетам и шероховатости поверхности по 7-8 классам.
Типы разверток следующие:
1)цельные с цилиндрическим или коничским хвостовиком;
2) насадные для сквозных и глухих отверстий;
3) конические;
4) специальные для оправок и борштанг.
Метчики. На токарных станках нарезание резьбы в отверстиях производятся машинными метчиками или резьбовыми резцами. Машинные метчики (рис. 4) используют для нарезания метрической резьбы от М6 до М52 мм, дюймовой резьбы от ¼ до 2'' , трубной резьбы от 1/8 до 2'' и конической резьбы от 1/16 до 2''.
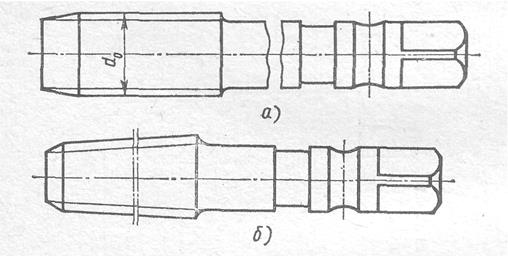
Рисунок 4. Метчики: а — для цилиндрических резьб, б — для конических резьб
Резьбы большого диаметра нарезают сборными регилируемыми метчиками, размеры и конструкция которых не стандартизированы.
Инструменты и приспособления, а также и документация должны храниться в инструментальном шкафчике. В шкафчике надо поддерживать строгий порядок; для каждого предмета должно быть свое определенное место. При соблюдении этого условия рабочий запоминает место хранения каждого предмета, что способствует экономии времени, затрачиваемого на отыскание нужных инструментов.
При укладке в шкафчик режущих инструментов надо следить, чтобы острия их не могли получить забоин от каких-либо металлических изделий. С большим вниманием следует относиться к хранению измерительного инструмента, рекомендуется скобы, калибры, микрометры и т. п. хранить на деревянных подставках.
Около станка устанавливается подножная решетка (см. рис. 10) на такой высоте, чтобы средний палец руки, поставленной вертикально и согнутой в локте под углом 90°, находился на уровне центров станка.
Знакомство с рабочим местом токаря. Повторение правил техники безопасности. Проведение тренировочных противопожарных мероприятий при выполнении токарных работ. Демонстрация устройства, принципов работы, настройки и регулировки универсального токарного станка, работы в ручном и автоматическом режимах подачи суппорта, приемов установки резцов и заготовок. Самостоятельный выбор режима резания.
Самостоятельное обтачивание наружных цилиндрических поверхностей без уступов и с ними; нарезание торцов заготовок; вытачивание наружных канавок и отрезка заготовок; обработка отверстий сверлами и центровых отверстий, обработка отверстий резцами (растачивание). Обработка наружных конических поверхностей, их растачивание и развертывание. Самостоятельное нарезание резьбы резцами, метчиками и плашками.
Дата добавления: 2019-07-15; просмотров: 292; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!