Основное время при зубофрезеровании червячной фрезой
Общие указания
Методические указания разработаны в соответствии с программой предмета "Теория резания, тепловые процессы в технологических системах" для специальности 1201 "Технология машиностроения".
Цель данного методического указания - оказать помощь при изучении и приобретении практических навыков при выборе инструмента и его геометрии, определении параметров режимов резания, сил резания, а также при расчете основного технологического времени.
Практическое занятие № 1.
Определение сил, действующих при точении, и мощности.
Цель работы: изучить методику расчета сил резания и мощности, затрачиваемой на резание, аналитическим способом.
Ознакомиться и приобрести навыки работы со справочной литературой.
Общие сведения
Для изучения действия силы сопротивления резанию принято ее раскладывать на три взаимно перпендикулярные составляющие силы, направленные по осям координат станка: Px - осевая сила; Py - радиальная сила; Pz - тангенциальная сила, которую обычно называют силой резания [1] .
Осевая сила Px действует вдоль заготовки, при продольном точении противодействует механизму подач.
Радиальная сила Py - отжимает резец, ее реакция изгибает заготовку.
Сила резания Pz направлена по касательной к поверхности резания, определяет расходуемую мощность на резание Np.
Составляющие силы резания при точении рассчитывают по аналитической формуле :
|
|
|
Pz(x,y)=10CptxSyVnKp , H
где Cp - коэффициент , учитывающий условия обработки;
x,y,n - показатели степени;
t - глубина резания, мм;
S - подача, мм/об;
V - скорость резания, м/мин;
Кр - обобщенный поправочный коэффициент, учитывающий изменение условий по отношению к табличным.
 ,
,
где  - поправочный коэффициент, учитывающий свойства обрабатываемого материала;
- поправочный коэффициент, учитывающий свойства обрабатываемого материала;
 - коэффициенты, учитывающие соответствующие геометрические параметры резца .
- коэффициенты, учитывающие соответствующие геометрические параметры резца .
Мощность резания рассчитывают по фориуле

где Pz - сила резания, Н;
V - скорость резания, м/мин.
Пример решения задачи
Определить силы, действующие при продольном точении заготовки из стали 40Х с пределом прочности  , резцом с пластиной из твердого сплава Т5К10. Определить мощность резания. Глубина резания t=3 мм, подача S=0,8 мм\об, скорость резания V=67 м/мин.
, резцом с пластиной из твердого сплава Т5К10. Определить мощность резания. Глубина резания t=3 мм, подача S=0,8 мм\об, скорость резания V=67 м/мин.
Геометрические параметры резца: форма передней поверхности - радиусная с фаской; 





Решение
1. Силы резания при точении
Pz(x,y)=10CptxSyVnKp
1.1 Определяем значения постоянной и показателей степени [2],
 х=1,0 y=0,75 n= - 0,15
х=1,0 y=0,75 n= - 0,15
 x=1,0 y=0,5 n= - 0,4
x=1,0 y=0,5 n= - 0,4
 x=0,9 y=0,6 n= -0,3
x=0,9 y=0,6 n= -0,3
1.2 Определяем значения поправочных коэффициентов
|
|
|

 n=0,75 [2],
n=0,75 [2],
 ; n=1 [3],
; n=1 [3],

 n=1,35 [2],
n=1,35 [2],

Поправочные коэффициенты, учитывающие геометрию резца [2],







 - учитывается только для резцов из быстрорежущей стали
- учитывается только для резцов из быстрорежущей стали
Pz=10×300×31×0,80,75×67-0,15×0,95×0,94×1,25=4050 H
Px=10×339×31×0,80,5×67-0,4×0,93×1,11×2=1685,5 H
Py=10×243×30,9×0,80,6×67-0,3×0,91×0,77×2=1611 H
2. Мощность резания

Задание на практическое занятие №1
Выполнить расчет силы резания (Pz) и мощности, затрачиваемой на резание по заданному варианту.
Исходные данные приведены в таблице1.
Порядок выполнения работы
1. Пользуясь инструкцией и литературой [1,2], изучить методику и выполнить расчет по заданию.
2. Составить отчет по форме 1.
Форма 1
1. Наименование работы.
2. Цель работы.
3. Задание.
4. Расчет силы резания и мощности, затрачиваемой на резание.
Таблица 1
Варианты задания к практическому занятию 1
| Номер вари-анта | Материал заготовки | Режим резания | Геометрические параметры резца* | |||||||
| t, мм | S, мм | V, м/мин | j° | a° | g° | l° | r, мм | Форма перед-ней повер-хности | ||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
| Сталь 20, sв=550 МПа | 4 | 0,7 | 140 | 45 | 8 | 10 | 5 | 1 | Радиусная с фаской | |
| 2 | Серый чугун СЧ10, НВ 160 | 5 | 0,78 | 60 | 60 | 8 | 5 | 10 | 1 | Плоская |
| 3 | Сталь 12Х18Н9Т; НВ180 | 1 | 0,21 | 265 | 90 | 12 | 10 | 0 | 2 | Радиусная с |
| 4 | Сталь 14Х17Н2; НВ200 | 1,5 | 0,195 | 250 | 90 | 12 | 10 | 0 | 2 | фаской |
| 5 | Серый чугун СЧ30, НВ 220 | 1,5 | 0,26 | 150 | 45 | 10 | 5 | -5 | 2 | Плоская |
| 6 | Серый чугун СЧ20, НВ 210 | 2 | 0,35 | 155 | 45 | 10 | 12 | 0 | 1 | Радиусная с |
| 7 | Сталь 38ХА, sв=680 МПа | 3 | 0,61 | 120 | 60 | 8 | 10 | 5 | фаской | |
| 8 | Сталь 35, sв=560 МПа | 1,5 | 0,2 | 390 | 60 | 12 | 15 | 0 | ||
| 9 | Серый чугун СЧ15, НВ 170 | 4,5 | 0,7 | 65 | 90 | 8 | 5 | 0 | Плоская | |
| 10 | Серый чугун СЧ10, НВ 160 | 3,5 | 0,6 | 65 | 45 | 10 | 10 | 5 | ||
| 11 | Сталь 40ХН, sв=700 МПа | 1,5 | 0,3 | 240 | 60 | 12 | 10 | -5 | 2 | Радиусная с |
| 12 | Сталь Ст3, sв=600 МПа | 5 | 0,8 | 240 | 60 | 10 | 5 | 0 | фаской | |
| 13 | Сталь 40Х, sв=750 МПа | 1,0 | 0,15 | 240 | 90 | 12 | 10 | -5 | ||
| 14 | Сталь Ст5, sв=600 МПа | 3,5 | 0,52 | 130 | 45 | 8 | 10 | 5 | 1 | |
| 15 | Серый чугун СЧ20, НВ 180 | 4,0 | 0,87 | 75 | 60 | 8 | 5 | 10 | Плоская | |
| 16 | Серый чугун СЧ20, НВ 200 | 2,5 | 0,25 | 100 | 45 | 10 | 5 | 0 | ||
|
|
|
Продолжение табл. 1
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | ||
| 17 | Сталь 20Х, sв=580 МПа | 1,0 | 0,125 | 180 | 45 | 12 | 15 | 0 | Радиусная с | |||
| 18 | Сталь 50, sв=750 МПа | 2,0 | 0,25 | 150 | 60 | 10 | 12 | 5 | 2 | фаской | ||
| 19 | Бронза Бр АЖН 10-4, НВ170 | 1,5 | 0,15 | 130 | 60 | 6 | 20 | 10 | Плоская с | |||
| 20 | Латунь ЛМцЖ 52-4-1, НВ100 | 2,5 | 0,3 | 80 | 90 | 8 | 25 | -5 | 1 | фаской | ||
| 21 | Серый чугун СЧ30, НВ 220 | 1,5 | 0,1 | 130 | 45 | 10 | 8 | 0 | 15
| Плоская | ||
| 22 | Серый чугун СЧ20, НВ 200 | 3 | 0,4 | 90 | 90 | 8 | 10 | -5 | ||||
| 23 | Сталь 30ХН3А, sв=800 МПа | 5 | 0,8 | 110 | 60 | 12 | 12 | -5 | Радиусная с | |||
| 24 | Сталь 30ХМ, sв=780 МПа | 2,5 | 0,2 | 100 | 45 | 10 | 10 | 2 | 2 | фаской | ||
| 25 | Сталь 45, sв=650 МПа | 4 | 1,2 | 90 | 60 | 8 | 15 | 0 | ||||
| 26 | Сталь 15Х, sв=687 МПа | 2,0 | 0,35 | 100 | 45 | 6 | 8 | 5 | 1,5 | |||
| 27 | Ковкий чугун КЧ30, НВ 163 | 3,0 | 0,5 | 120 | 90 | 8 | 10 | 0 | 1 | Плоская | ||
| 28 | Сталь 20ХНР, sв=700 МПа | 4,5 | 0,06 | 80 | 60 | 12 | 5 | -5 | ||||
| 29 | Сталь 30Г, sв=550 МПа | 1,5 | 0,35 | 120 | 45 | 10 | 12 | 10 | 2 | |||
| 30 | Сталь 35ХГСА, sв=700 МПа | 2,5 | 0,05 | 140 | 90 | 8 | 5 | 0 |
* Для всех вариантов принять резец с пластиной из твердого сплава.
ПРАКТИЧЕСКОЕ ЗАНЯТИЕ №2
Расчет режима резания при точении аналитическим способом
Цель работы: изучить методику расчета режима резания аналитическим способом. Ознакомиться и приобрести навыки работы со справочной литературой.
ОБЩИЕ СВЕДЕНИЯ
Обработка заготовки точением осуществляется при сочетании двух движений: равномерного вращательного движения детали - движения резания (или главное движение) и равномерного поступательного движения резца вдоль или поперек оси детали - движение подачи. К элементам режима резания относятся: глубина резания t, подача S, скорость резания V.
Глубина резания - величина срезаемого слоя за один проход, измеренная в направлении, перпендикулярном обработанной поверхности, т.е. перпендикулярном направлению подачи. При черновой обработке , как правило, глубину резания назначают равной всему припуску, т.е. припуск срезают за один проход

где h - припуск , мм;
D - диаметр заготовки, мм;
d - диаметр детали, мм.
При чистовой обработке припуск зависит от требований точности и шероховатости обработанной поверхности.
Подача - величина перемещения режущей кромки инструмента относительно обработанной поверхности в направлении подачи за единицу времени (минутная подача Sм) или за один оборот заготовки. При черновой обработке назначают максимально возможную подачу исходя из жесткости и прочности системы СПИД, прочности пластинки, мощности привода станка; при чистовой обработке - в зависимости от требуемой степени точности и шероховатости обработанной поверхности.
Скорость резания - величина перемещения точки режущей кромки инструмента относительно поверхности резания в направлении движения резания за единицу времени. Скорость резания зависит от режущих свойств инструмента и может быть определена при точении по таблицам нормативов [4] или по эмпирической формуле

где Сv - коэффициент, учитывающий условия обработки;
m, x, y - показатели степени;
T - период стойкости инструмента;
t - глубина резания, мм;
S - подача, мм/об;
Kv - обобщенный поправочный коэффициент, учитывающий изменения условий обработки по отношению к табличным
 ,
,
где Kmv - коэффициент, учитывающий влияние материала заготовки;
Knv - коэффициент, учитывающий состояние поверхности заготовки;
Kuv - коэффициент, учитывающий материал инструмента;
Kjv - коэффициент, учитывающий главный угол в плане резца;
Krv - коэффициент, учитывающий радиус при вершине резца - учитывается только для резцов из быстрорежущей стали.
При настройке станка необходимо установить частоту вращения шпинделя, обеспечивающую расчетную скорость резания.
 , об/мин (2.3)
, об/мин (2.3)
Основное технологическое (машинное) время - время, в течение которого происходит снятие сружки без непосредственного участия рабочего
 , мин (2.4)
, мин (2.4)
где L - путь инструмента в направлении рабочей подачи, мм;
i - количество проходов.
L=l+y+  , мм
, мм
где l - размер обрабатываемой поверхности в направлении подачи;
y - величина врезания, мм;
- величина перебега, мм, =1¸2 мм.
y=t×ctgj ,
где t - глубина резания;
j - главный угол в плане резца.
Пример решения задачи
На токарно-винторезном станке 16К20 производится черновое обтачивание на проход вала D=68 мм до d=62h12 мм. Длина обрабатываемой поверхности 280 мм; длина вала l1= 430 мм. Заготовка - поковка из стали 40Х с пределом прочности sв=700 МПа. Способ крепления заготовки - в центрах и поводковом патроне. Система СПИД недостаточно жесткая. Параметр шероховатости поверхности Ra=12,5 мкм. Необходимо: выбрать режущий инструмент, назначить режим резания; определить основное время.
Решение
1. Выполнение эскиза обработки.
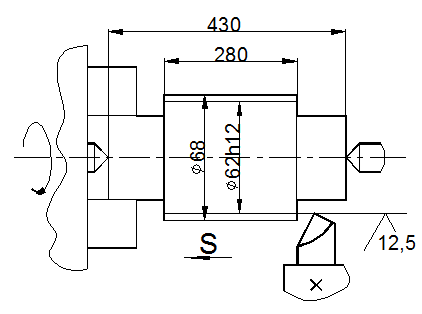 |
рис. 1
2. Выбор режущего инструмента
Для обтачивания на проход вала из стали 40Х принимаем токарный проходной резец прямой правый с пластинкой из твердого сплава Т5К10 [2] или [3]. Форма передней поверхности радиусная с фаской [3]; геометрические параметры режущей части резца:
g=150 ; a=12; l=0 [3],
j=600 ; j1=150; [3],
r=1 мм; f=1 мм; [3].
3. Назначение режимов резания
3.1. Глубина резания. При черновой обработке припуск срезаем за один проход, тогда

3.2. Назначаем подачу. Для черновой обработки заготовки из конструкционной стали диаметром до 100 мм резцом сечением 16х25 (для станка 16К20) при глубине резания до 3 мм:
S=0,6¸1,2 мм/об [2], [3].
В соответствии с примечанием 1 к указанной таблице и паспортным данным станка (см. Приложение 1 к данным методическим указаниям) принимаем S=0,8 мм/об.
3.3. Скорость резания , допускаемая материалом резца
 , м/мин
, м/мин
где Cv=340; x=0,15; y=0,45, m=0,2, T=60 мин [2], [3]
Поправочный коэффициент для обработки резцом с твердосплавной пластиной
Kv=Kmv×Knv×Kuv×Kjv
 , [2], [3],
, [2], [3],
где Kr=1; nv=1 [2],
тогда 
Knv=0,8 [2] или [3],
Kuv=0,65 [2] или [3],
Kjv=0,9 [2] или [3].
 м/мин
м/мин
3.4. Частота вращения, соответствующая найденной скорости резания
 , об/мин
, об/мин
 об/мин.
об/мин.
Корректируем частоту вращения шпинделя по паспортным данным станка
nд=315 об/мин.
3.5. Действительная скорость резания
 , м/мин;
, м/мин;  м/мин.
м/мин.
4. Основное время
 , мин
, мин
Путь резца L=l+y +  , мм
, мм
Врезание резца y=t×ctgj=3×ctg 600=3×0,58=1,7 мм
Пробег резца =1,3 мм.
Тогда L=280+1,7+1,3=383 мм.
 мин.
мин.
Задание на практическое занятие №2
Выполнить расчет режимов резания аналитическим способом (по эмпирической формуле) по заданному варианту для обработки на токарно-винторезном станке 16К20.
Исходные данные приведены в таблице 2.
Порядок выполнения работы
1. Пользуясь инструкцией и дополнительной литературой, изучить методику определения режима резания. Ознакомиться со справочником [2] или [3]. Ознакомиться с условием задания.
2. Выполнить эскиз обработки.
3. Выбрать режущий инструмент.
4. Назначить глубину резания.
5. Определить подачу.
6. Рассчитать скорость резания.
7. Определить частоту вращения шпинделя и скорректировать по паспорту станка.
8. Определить действительную скорость резания.
9. Рассчитать основное технологическое время.
10. Составить отчет по форме 2.
Таблица 2
| Номер вари-анта | Заготовка, материал и его свойства | Вид обработки и параметр шероховатости | D, мм | d, мм | l, мм |
| 1 | 2 | 3 | 4 | 5 | 6 |
| 1 | Прокат. Сталь 20, sв=500 МПа | Обтачивание на проход Ra=12,5 мкм | 90 | 82h12 | 260 |
| 2 | Отливка с коркой. Серый чугун СЧ 20, НВ160 | Обтачивание на проход Ra=12,5 мкм | 120 | 110h12 | 310 |
| 3 | Поковка. Сталь 12Х18Н9Т, НВ180 | Обтачивание в упор Ra=1,6 мкм | 52 | 50e9 | 400 |
| 4 | Прокат. Сталь 14Х17Н2, НВ200 | Растачивание в упор Ra=3,2 мкм | 90 | 93H11 | 30 |
| 5 | Отливка без корки СЧ30, НВ220 | Растачивание на проход Ra=3,2 мкм | 80 | 83H11 | 50 |
| 6 | Отливка с коркой. Серый чугун СЧ 20, НВ210 | Растачивание на проход Ra=12,5 мкм | 120 | 124H12 | 100 |
| 7 | Прокат. Сталь 38ХА, sв=680 МПа | Обтачивание на проход Ra=12,5 мкм | 76 | 70h12 | 315 |
| 8 | Обработанная. Сталь 35, sв=560 МПа | Растачивание на проход Ra=3,2 мкм | 97 | 100H11 | 75 |
| 9 | Отливка с коркой. Серый чугун СЧ 15, НВ170 | Обтачивание в упор Ra=12,5 мкм | 129 | 120h12 | 340 |
| 10 | Обработанная. Серый чугун СЧ 10, НВ160 | Подрезание сплошного торца Ra=12,5 мкм | 80 | 0 | 3,5 |
| 11 | Поковка. Сталь 40ХН, sв=700 МПа | Растачивание на проход Ra=3,2 мкм | 77 | 80H11 | 45 |
| 12 | Обработанная. Сталь Ст3, sв=600 МПа | Подрезание сплошного торца Ra=12,5 мкм | 90 | 0 | 5 |
| 13 | Прокат. Сталь 40Х, sв=750 МПа | Обтачивание в упор Ra=0,8 мкм | 68 | 62e9 | 250 |
| 14 | Обработанная. Сталь Ст5, sв=600 МПа | Растачивание на проход Ra=12,5 мкм | 73 | 80H12 | 35 |
| 15 | Отливка с коркой. Серый чугун СЧ 20, НВ180 | Обтачивание на проход Ra=12,5 мкм | 62 | 58h12 | 210 |
| 16 | Отливка с коркой. Серый чугун СЧ 20, НВ200 | Подрезание втулки Ra=3,2 мкм | 80 | 40 | 2,5 |
| 17 | Поковка. Сталь 20Х, sв=580 МПа | Растачивание сквозное Ra=1,6 мкм | 48 | 50H9 | 50 |
| 18 | Обработанная. Сталь 50, sв=750 МПа | Подрезание торца втулки Ra=3,2 мкм | 60 | 20 | 2,0 |
| 19 | Отливка с коркой. Бронза Бр АЖН 10-4, НВ170 | Обтачивание на проход Ra=1,6 мкм | 88 | 85e12 | 140 |
| 20 | Прокат. Латунь ЛМцЖ 52-4-1, НВ220 | Растачивание в упор Ra=3,2 мкм | 48 | 53H11 | 65 |
Продолжение табл. 2
| 1 | 2 | 3 | 4 | 5 | 6 |
| 21 | Обработанная. Серый чугун СЧ 30, НВ220 | Подрезание торца Ra=1,6 мкм | 65 | 0 | 1,5 |
| 22 | Обработанная. Серый чугун СЧ 20, НВ220 | Обработка в упор Ra=3,2 мкм | 74 | 80H11 | 220 |
| 23 | Поковка. Сталь 30ХН3А, sв=800 МПа | Обработка на проход Ra=12,5 мкм | 105 | 115H12 | 260 |
| 24 | Прокат. Сталь 30ХМ, sв=780 МПа | Подрезание торца Ra=1,6 мкм | 80 | 0 | 2,5 |
| 25 | Обработанная. Сталь 45, sв=650 МПа | Обработка на проход Ra=1,6 мкм | 72 | 80H9 | 100 |
| 26 | Прокат. Сталь ШХ15, sв=700 МПа | Растачивание на проход Ra=3,2 мкм | 90 | 95H11 | 60 |
| 27 | Поковка. Ковкий чугун КЧ30, НВ163 | Обтачивание на проход Ra=12,5 мкм | 115 | 110h7 | 150 |
| 28 | Отливка с коркой. Серый чугун СЧ 15, НВ163 | Обтачивание в упор Ra=6,3 мкм | 150 | 142h8 | 70 |
| 29 | Прокат. Бронза Бр АЖ 9-4, sв=500 МПа | Растачивание в упор Ra=12,5 мкм | 60 | 69H11 | 50 |
| 30 | Прокат. Сталь 35Г2, sв=618 МПа | Подрезание торца втулки Ra=6,3 мкм | 100 | 80 | 3,0 |
Практическое занятие №3
Расчет режимов резания при токарных работах с помощью нормативно-справочной литературы
Цель работы: Изучить методику назначения режима резания по таблицам нормативов. Ознакомиться и приобрести навыки работы с нормативами.
Общие положения
Точение широко распространенный метод обработки резанием тел вращения. Применяется для удаления наружных, внутренних и торцовых поверхностных слоев заготовок (цилиндрических, конических и фасонных). Рассматривают следующие виды точения:
1) черновое точение ("обдирка") - удаление дефектных слоев заготовки, разрезка, отрезка и подрезка торцов заготовки. Срезается поверхностная "корка" и основная (»70%) часть припуска на обработку, позволяет получать шероховатость 50...12,5 Ra;
2) получистовое точение - снятие 20...25% припуска и позволяет получать шероховатость 6,3...3,2 Ra и точность 10...11-го квалитетов. Заготовка получает форму, близкую к детали.
3) чистовое точение - обеспечивает получение шероховатости 3,2...1,6 Ra и точность 7-9-го квалитетов. Деталь получает окончательную форму и размеры;
4) тонкое точение - позволяет при срезании очень тонких стружек получать на поверхностях детали шероховатость 0,40..0,20 Ra и точность 5-7-го квалитетов.
Определение режимов резания состоит в выборе по заданным условиям обработки наивыгоднейшего сочетания глубины резания , подачи и скорости резания, обеспечивающих наименьшую трудоемкость и себестоимость выполнения операции.
Режимы резания устанавливаются в следующем порядке:
1. Определение глубины резания t мм и числа проходов i. При черновом точении весь припуск целесообразно снимать за один проход ( в ряде случаев, когда имеется лимит мощности станка, бывает выгодно снимать припуск за несколько проходов). Целесообразность этого должна определяться сравнительным расчетом продолжительности оперативного времени. Деление припусков на несколько проходов производится также при получистовом и чистовом точении, а также при обработке резцами с дополнительной режущей кромкой (j1=0).
2. Выбор подачи S мм/об. Подача выбирается в зависимости от площади сечения державки резца, диаметра обработки и глубины резания. Выбранная подача проверяется на допустимость по мощности электродвигателя , прочности державки резца, прочности пластин из твердого сплава и от заданной чистоты поверхности.
3. Определение нормативной скорости резания Vм/мин. И соответствующей ей частоты вращения n, мин-1. По значению скорости выбирается потребная частота вращения шпинделя, которая корректируется по паспорту станка.
4. Определяются усилия и мощности резания по выбранным значениям t,S и V.
5. Проверка возможности осуществления выбранного режима резания на заданном станке по его эксплуатационным данным. Если найденный режим не может быть осуществлен на заданном станке, а выбранная подача удовлетворяет, необходимо уменьшить скорость резания. Уменьшение скорости V осуществляется вводом поправочного коэффициента изменения скорости Kv в зависимости от отношения мощности на шпинделе, допустимой станком, к мощности по нормативам.
6. Корректировка выбранного режима по станку в соответствии с его паспортными данными.
Пример решения задачи
Рассчитать режим резания при предварительной обточке детали типа вал на станке 16К20.
Исходные данные: род и размер заготовки - прокат, сталь 45; sв=550 МПа; D=80 мм; d=68 мм; l=275 мм; условия выполнения операции - заготовка устанавливается в самоцентрирующийся патрон с поджатием центра задней бабки.
Решение
1.
 |
Выполнение эскиза обработки.
2. Выбор режущего инструмента.
Для обтачивания вала из стали 45 принимаем токарный проходной резец прямой правый с пластиной из твердого сплава Т5К10 [2] или [3] j=45°; j1=10°; с=4 мм (толщина пластинки); ВхН=25х25 (сечение державки); Ip=1,5 Н (вылет резца).
3. Назначение режимов резания.
Расчет режимов резания выполним в традиционной последовательности с использованием данных работы [7].
3.1 Глубина резания. При черновой обработке припуск срезаем за один проход , тогда
 мм
мм
3.2 Назначаем подачу. Для державки резца сечением 25х25 мм, диаметра обработки до 100 мм и глубины резания до 8 мм рекомендуется подача S=0,5...0,7 мм/об;
Проверим допустимость рекомендуемой подачи по мощности электродвигателя , прочности державки резца и прочности пластинки твердого сплава.
Для глубины резания t=6 мм, мощности электродвигателя Nд=8 кВт и для резца j1>0° допускается подача S=0,7мм/об. Для стали с пределом прочности sв=550 МПа (55 кг/мм2) поправочный коэффициент Кмs=1,07. Следовательно, подача, допускаемая мощностью электродвигателя (из условий обеспечения работы для твердого сплава со скоростью не ниже 50 м/мин) S=0,7×1,07=0,75 мм/об.
Для резца с державкой сечением 25х25 мм и глубиной резания t=6 мм находим подачу S=3 мм/об. Умножив эту подачу на поправочный коэффициент Кмs=1,07, соответствующий стали с пределом прочности sв=550 МПа (55 кг/мм2), и Кмs=0,58, соответствующий вылету резца l=1,5 H, найдем подачу, допустимую прочностью державки резца: S=3×1,07×0,58=1,86 мм/об.
Для резца с главным углом в плане j=45°, толщиной пластинки твердого сплава с=4 мм и для глубины резания t=6 мм находим подачу S=1,11 мм/об.
С учетом поправочного коэффициента для стали (sв=550 МПа), Кмs=1,07, допускается подача по прочности пластинки твердого сплава
S=1,11×1,07=1,19 мм/об.
Из сопоставления подач S=0,7 мм/об, S=1,86 мм/об и S=1,19 мм/об, видим, что величину подачи лимитирует мощность электродвигателя. Подача, допустимая мощностью электродвигателя, не ограничивает максимальную подачу S=0,7 мм/об. Такая подача имеется на станке (согласно паспортным данным), следовательно, ее и примем для выполнения технологического перехода обработки Æ68 .
3.3. Скорость резания и частота вращения шпинделя. Для глубины резания t=6 мм резца проходного прямого с главным углом в плане j=45° для S=0,7 мм/об соответствует V=100 м/мин, Pz=6630 H, Nэ=10,7 кВт.
Определяем поправочные коэффициенты для измененных условий резца. В данном примере необходимо учесть только поправочный коэффициент в зависимости от предела прочности обработанного материала sв. Для sв=550 МПа находим Kmv =1,18,  ,
,  .
.
Следовательно, для заданных условий обработки нормативные значения V, Pz и Nэ составляют: V=100×1,18=118 м/мин; Pz=6630×0,92=6100 Н; Nэ=10,7×1,09=11,6 кВт.
Найденный режим не может быть осуществлен на заданном станке , так как эффективная мощность , потребная на резание Nэ=11,6 кВт, выше мощности на шпинделе, допустимой номинальной мощностью электродвигателя (7,5 кВТ по паспорту станка). Необходимо уменьшить скорость резания. Коэффициент изменения скорости резания зависит от отношения мощности на шпинделе, допускаемой станком, к мощности по нормативам.
В данном примере это отношение будет 7,5/11,6=0,6.
Для этого соотношения коэффициент изменения скорости резания: Kv =0,55 м/мин. Скорость резания, установленная по мощности станка ,
V=188×0,55=65 м/мин
Частота вращения шпинделя
 об/мин
об/мин
По паспорту станка выбираем n=250 об/мин. Тогда фактическая скорость резания
 м/мин.
м/мин.
Окончательно для перехода обработки Æ80: глубина резания t=6мм, подача S=0,7 мм/об, n=250 об/мин, Vф=62,8 м/мин.
4. Основное время
 мин.
мин.
где L - путь резца
L=l+l1=275+6=281 мм
здесь l1 - величина врезания резца (для данного примера). Для глубины резания t=6 мм и главном угле в плане j=45° находим l1=6 мм;
l - длина обработанной поверхности.
Задание на практическое занятие №3.
Определить режимы резания по таблицам нормативов (по заданному варианту) для обработки на токарно-винторезном станке 16К20.
Исходные данные приведены в таблице 3.
Порядок выполнения работы
1. Пользуясь инструкцией и дополнительной литературой, изучить методику определения режима резания. Ознакомиться со справочником [7].
2. Выполнить эскиз обработки.
3. Выбрать режущий инструмент, выполнить эскиз.
4. Назначить глубину резания.
5. Определить подачу.
6. Определить скорость, силу и мощность затрачиваемую на резание.
7. Определить частоту вращения шпинделя и скорректировать по паспорту станка.
8. Определить действительную скорость резания.
9. Определить основное технологическое время. Таблица 3
| № | Заготовка, материал и его свойства | Вид обработки и параметр шероховатости | D, мм | d, мм | l, мм |
| 1 | 2 | 3 | 4 | 5 | 6 |
| 1 | Прокат. Сталь 45, sв=600 МПа | Растачивание на проход, Ra=3,2 мкм | 97 | 100H10 | 120 |
| 2 | Прокат. Сталь 2Х13, sв=600 МПа | Обтачивание на проход, Ra=3,2 мкм | 80 | 70h10 | 300 |
| 3 | Прокат. Сталь ШХ15, sв=700 МПа | Растачивание в упор, Ra=12,5мкм | 90 | 95H12 | 50 |
| 4 | Отливка с коркой. Серый чугун СЧ 15, НВ197 | Обтачивание в упор, Ra=12,5 мкм | 100 | 94h12 | 150 |
| 5 | Прокат. Латунь ЛМцЖ 52-4-1 НВ220 | Растачивание на проход, Ra=12,5 мкм | 48 | 54H12 | 70 |
| 6 | Отливка. Чугун ВЧ 60-2. НВ240 | Растачивание, Ra=3,2 мкм | 70 | 63h10 | 60 |
| 7 | Прокат. Сталь 40Х, sв=700 МПа | Обработка в упор, Ra=12,5 мкм | 66 | 70H12 | 100 |
| 8 | Обработанная. СЧ 24, НВ207 | Обработка в упор, Ra=3,2 мкм | 120 | 114h10 | 250 |
| 9 | Поковка. Чугун КЧ33 НВ163 | Обработка на проход, Ra=12,5 мкм | 110 | 116H12 | 150 |
| 10 | Обработанная.Сталь20Х, sв=550 МПа | Обработка в упор, Ra=1,6 мкм | 80 | 70h7 | 200 |
| 11 | Прокат. Сталь 40ХН, sв=700 МПа | Обработка на проход, Ra=3,2 мкм | 74 | 80H10 | 75 |
| 12 | Прокат. Сталь 18ХГТ, sв=700 МПа | Обработка на проход, Ra=12,5 мкм | 170 | 155h12 | 125 |
| 13 | Обработанная.Сталь65Г, sв=700 МПа | Обработка в упор, Ra=12,5 мкм | 62 | 70H12 | 80 |
| 14 | Отливка с коркой. Серый чугун СЧ 21, НВ205 | Обработка в упор, Ra=12,5 мкм | 125 | 113h12 | 275 |
| 15 | Поковка. Чугун КЧ35 НВ163 | Обработка на проход, Ra=3,2 мкм | 138 | 150H10 | 100 |
| 16 | Обработанная.Сталь1Х13,sв=500МПа | Обтачивание на проход, Ra=3,2 мкм | 90 | 81h10 | 175 |
| 17 | Прокат. Сталь 1Х18Н9Т, sв=550 МПа | Обработка в упор, Ra=12,5 мкм | 42 | 50H12 | 90 |
| 18 | Отливка с коркой. Бронза БрАЖН 10-4. НВ170 | Обтачивание на проход, Ra=1,6 мкм | 105 | 100h7 | 85 |
| 19 | Отливка с коркой. Серый чугун СЧ 40, НВ210 | Обработка на проход, Ra=3,2 мкм | 60 | 69H12 | 45 |
| 20 | Обработанная.Сталь35, sв=560МПа | Обработка на проход, Ra=1,6 мкм | 115 | 100h7 | 280 |
| 21 | Прокат. Сталь 38ХА, sв=680 МПа | Обработка на проход, Ra=1,6 мкм | 85 | 90H7 | 110 |
| 22 | Отливка с коркой. Сталь35ХГСЛ, sв=800Мпа | Обтачивание, Ra=12,5 мкм | 95 | 90h12 | 70 |
| 23 | Прокат. Сталь 20, sв=420 МПа | Обработка на проход, Ra=1,6 мкм | 65 | 70H7 | 50 |
| 24 | Обработанная.Сталь50, sв=900МПа | Обработка в упор, Ra=12,5 мкм | 55 | 51h12 | 35 |
| 25 | Обработанная.Сталь50Х, sв=650МПа | Обработка в упор, Ra=3,2 мкм | 32 | 35H10 | 20 |
| 26 | Отливка с коркой. Сталь30Л, sв=480МПа | Обработка на проход, Ra=1,6 мкм | 100 | 92h7 | 195 |
Продолжение табл. 3
| 1 | 2 | 3 | 4 | 5 | 6 |
| 27 | Прокат. Сталь 30ХМ, sв=1000 МПа | Обработка на проход, Ra=12,5 мкм | 75 | 80H12 | 120 |
| 28 | Прокат. Сталь 30, sв=600 МПа | Обработка в упор, Ra=3,2 мкм | 116 | 98h10 | 115 |
| 29 | Отливка с коркой. Чугун ЖЧХ, НВ250 | Обработка на проход, Ra=12,5 мкм | 95 | 115H12 | 180 |
| 30 | Прокат. Сталь 65Г, sв=700 МПа | Обработка на проход, Ra=12,5 мкм | 150 | 128h12 | 300 |
ПРАКТИЧЕСКОЕ ЗАНЯТИЕ №4
Назначение режима резания при сверлении, зенкеровании и развертывании
Цель работы: изучить методику назначения режимов резания по таблицам нормативов. Ознакомиться и приобрести навыки работы с нормативами.
ОБЩИЕ СВЕДЕНИЯ
Наиболее распространенный метод получения отверстий резанием – сверление.
Движение резания (главное движение) при сверлении – вращательное движение, движение подачи – поступательное. В качестве инструмента при сверлении применяются сверла. Самые распространенные из них – спиральные, предназначены для сверления и рассверливания отверстий , глубина которых не превышает 10 диаметров сверла. Шероховатость поверхности после сверления Ra=12,5¸6,3 мкм, точность по 11-14 квалитету. Градация диаметров спиральных сверел должна соответствовать ГОСТ 885-64. Для получения более точных отверстий (8-9 квалитет) с шероховатостью поверхности Ra=6,3¸3,2 мкм применяют зенкерование. Исполнительные диаметры стандартных зенкеров соответствуют ГОСТ1677-75. Развертывание обеспечивает изготовление отверстий повышенной точности (5-7 квалитет) низкой шероховатости до Ra=0,4 мкм.
Исполнительные размеры диаметров разверток из инструментальных сталей приведены в ГОСТ 11174-65, с пластинками из твердого сплава в ГОСТ 1173-65.
Отличительной особенностью назначения режима резания при сверлении является то, что глубина резания t=D/2, при рассверливании, зенкеровании и развертывании.
 , мм.
, мм.
При рассверливании отверстий подача, рекомендуемая для сверления, может быть увеличена в 2 раза.
Порядок назначения остальных элементов режима резания аналогичен назначению режимов резания при токарной обработке.
Средние значения припусков на диаметр, снимаемых зенкерами и развертками см. в приложении 4.
Пример решения задачи
На вертикально-сверлильном станке 2Н125 обработать сквозное отверстие диаметром 25Н7 (Ra=1,6 мкм), l=125 мм. Материал заготовки СЧ18, НВ210.
Необходимо: выбрать режущий инструмент, назначить режим резания по таблицам нормативов, определить основное время.
Решение:
 |
Эскиз обработки
1. Выбор инструмента.
Согласно исходных данных операция выполняется в три перехода: сверление, зенкерование и развертывание.
Для сверления чугуна СЧ18 НВ210 согласно [7] выбираем сверло D=22 мм из стали Р18 , заточенное по методу В.И. Жирова, 2j =118°; 2j 0=70°; для зенкерования – цельный зенкер D=24,9 мм из стали Р18; j =45°; aр =10°; для развертывания – цельную развертку D=25 мм, j =5° из стали Р18.
2. Выбор режима резания.
Расчет режимов резания выполним в традиционной последовательности с использованием данных работы [7].
Первый переход. Выбор подачи. Для сверления чугуна НВ210 сверлом диаметром 22 мм выбираем подачу S=0,65¸0,75 мм/об. С учетом поправочного коэффициента на длину сверления Кls=0,9 получам расчетные величины подач
S=0,59¸0,68 мм/об.
По паспорту станка устанавливаем ближайшую подачу к расчетной S=0,56 мм/об.
Выбор скорости и числа оборотов.
Исходя из диаметра сверла 22 мм и установленной подачи S=0,56 мм/об, методом двойной интерполяции определяем нормативные скорость резания и число оборотов (быстрее и удобнее вести расчет только по числу оборотов).
nн=396 об/мин.
Учитывая поправочные коэффициенты на заточку сверла по методу В.И. Жирова (ЖДП) Кфv =1,05, на длину сверления (l=5D), Кlv =0,75 и на механические свойства серого чугуна НВ210 Кмv =0,88 , получаем расчетное число оборотов в минуту
n=nн× Кфv × Кlv × Кмv=396×1,05×0,75×0,88=274 об/мин.
Ближайшее число оборотов по паспорту станка n=250 об/мин. Тогда фактическая скорость резания будет равна
 м/мин.
м/мин.
Проверка выбранного режима по осевому усилию и мощности.
Для установленных условий сверления D=22 мм, S=0,56 мм/об и n=250 об/мин методом двойной интерполяции получаем осевое усилие Pн=6010 Н и крутящий момент Мкр=6572 кг×мм.
С учетом поправочного коэффициента на обрабатываемый материал КМм=Кмр=1,06 и заточки по методу Жирова (ЖДП) Кфр=0,66 и Кфм=1 получим
Р=Рн× Кмр× Кфр=6010×1,06×0,66=4205 Н
По паспорту станка наибольшее усилие, допускаемое механизмом подачи, равно 15000Н.
М=Ммрн×Кмм×Кфм=6572×1,06×1=6966 кг×мм.
Пользуясь графиком определяем при Мкр=6966 кг×мм и n=250 об/мин мощность, потребную на резание : Nрез=1,6 квт.
По паспорту станка мощность на шпинделе
Nэ=Nд×h=4,5×0,8=3,6 кВт; Nэ=3,6>Nрез=1,6 кВт.
Следовательно, станок не лимитирует выбранного режима резания.
Второй переход. Выбор подачи.
Для зенкерования отверстия в сером чугуне НВ210 зенкером диаметром 24,9 мм (25 мм) при последующей обработке отверстия одной разверткой рекомендуется подача S=0,55¸0,6 мм/об. Ближайшая подача по паспорту станка S=0,56 мм/об.
Выбор скорости резания и числа оборотов.
Исходя из диаметра зенкера D=24,9 (25) мм, для подачи S=0,56 мм/об путем интерполяции определяем число оборотов nн=329 об/мин.
С учетом поправочного коэффициента на обрабатываемый материал Kмv=0,88 число оборотов будет равно n=nн× Kмv=329×0,88=289 об/мин. Ближайшее число оборотов по паспорту станка n=250 об/мин. Фактическая скорость резания
 м/мин.
м/мин.
Третий переход. Выбор подачи.
Для развертывания отверстия в сером чугуне НВ>200 механической разверткой D=25 мм с чистотой поверхности отверстия Ra=1,6 мкм рекомендуется подача S=1,9 мм/об. Ближайшая подача по паспорту станка S=1,6 мм/об.
Выбор скорости резания и числа оборотов.
Для развертывания отверстия диаметром 25 мм с подачей 1,6 мм/об рекомендуется число оборотов nн=105 об/мин. С учетом поправочного коэффициента на обрабатываемый материал серый чугун НВ>200 Кмn=0,88. Тогда
n=nн× Кмn=105×0,88=92 об/мин
Ближайшее число оборотов по паспорту станка
n=90 об/мин.
Фактическая скорость резания
 м/мин.
м/мин.
Определение основного (технологического) времени.
Величина врезания и перебега инструментов l1 при работе на проход для сверла с двойной заточкой равна 12 мм; для зенкера 5 мм и для развертки 30 мм.
При длине отверстия l=125 мм основное (технологическое) время каждого перехода равно
 мин
мин
 мин
мин
 мин
мин
Основное время операции
T0=t01+t02+t03=0,98+0,93+1,0=2,91 мин.
Задание на практическое занятие №4.
Выполнить расчет режима резания по таблицам нормативов для обработки сквозного отверстия на вертикально-сверлильном станке 2Н135 по заданному варианту. Исходные данные в таблице 4.
Порядок выполнения работы аналогичен предыдущей.
Таблица 4
| № | Материал заготовки и его характеристики | Диаметр отверстия D мм, параметр шероховатости, мкм | Длина отверстия l, мм |
| 1 | 2 | 3 | 4 |
| 1 | Сталь 12ХН2, sв=800 МПа | 18Н7, Ra=1,6 | 50 |
| 2 | Сталь 12ХН3А, sв=950 МПа | 25Н5, Ra=0,4 | 60 |
| 3 | Серый чугун СЧ30, НВ200 | 30Н5, Ra=0,4 | 80 |
| 4 | Серый чугун СЧ20, НВ210 | 35Н7, Ra=1,6 | 90 |
| 5 | Сталь 38ХА, sв=680 МПа | 28Н7, Ra=1,6 | 55 |
| 6 | Сталь 35, sв=560 МПа | 38Н8, Ra=6,3 | 75 |
| 7 | Серый чугун СЧ15, НВ170 | 45Н9, Ra=3,2 | 45 |
| 8 | Серый чугун СЧ10, НВ160 | 17Н7, Ra=1,6 | 50 |
| 9 | Сталь 40ХН, sв=700 МПа | 45Н9, Ra=6,3 | 100 |
| 10 | Сталь Ст3, sв=600 МПа | 50Н9, Ra=6,3 | 60 |
| 11 | Сталь 40Х, sв=750 МПа | 22Н5, Ra=0,4 | 95 |
| 12 | Сталь Ст5, sв=600 МПа | 16Н5, Ra=0,4 | 30 |
| 13 | Серый чугун СЧ20, НВ180 | 38Н9, Ra=6,3 | 85 |
| 14 | Серый чугун СЧ20, НВ200 | 50Н9, Ra=3,2 | 50 |
| 15 | Сталь 20Х, sв=580 МПа | 20Н5, Ra=0,4 | 40 |
| 16 | Сталь 50, sв=750 МПа | 30Н7, Ra=1,6 | 60 |
Продолжение табл. 4
| 1 | 2 | 3 | 4 |
| 17 | Бронза Бр АЖН 10-4, НВ170 | 28Н7, Ra=1,6 | 55 |
| 18 | Латунь ЛМцЖ 52-4-1, НВ220 | 40Н9, Ra=3,2 | 80 |
| 19 | Серый чугун СЧ30, НВ220 | 23Н5, Ra=0,4 | 45 |
| 20 | Серый чугун СЧ20, НВ220 | 32Н7, Ra=1,6 | 35 |
| 21 | Сталь 30ХН3А, sв=800 МПа | 20Н7, Ra=1,6 | 60 |
| 22 | Сталь 30ХМ, sв=780 МПа | 55Н8, Ra=3,2 | 110 |
| 23 | Сталь 45, sв=650 МПа | 48Н9, Ra=6,3 | 96 |
| 24 | Сталь 20, sв=500 МПа | 50Н8, Ra=3,2 | 100 |
| 25 | Силумин АЛ4, НВ50 | 35Н7, Ra=1,6 | 60 |
| 26 | Чугун КЧ35, НВ163 | 42Н9, Ra=6,3 | 50 |
| 27 | Сталь 38ХС, sв=950 МПа | 22Н5, Ra=0,4 | 45 |
| 28 | Сталь 50, sв=900 МПа | 37Н9, Ra=6,3 | 70 |
| 29 | Чугун ЖЧХ, НВ280 | 32Н7, Ra=1,6 | 65 |
| 30 | Чугун ВЧ60, НВ250 | 27Н5, Ra=0,4 | 55 |
Практическое занятие №5
Расчет режима резания при фрезеровании
Цель работы: Изучить методику назначения режима резания по таблицам нормативов. Ознакомиться и приобрести навыки работы с нормативами.
ОБЩИЕ СВЕДЕНИЯ
Фрезерование – один из самых производительных методов обработки. Главное движение (движение резания) при фрезеровании – вращательное; его совершает фреза, движение подачи обычно прямолинейное, его совершает фреза. Фрезерованием можно получить деталь точностью по 6-12 квалитету шероховатостью до Ra=0,8 мкм. Фрезерование осуществляется при помощи многозубого инструмента – фрезы. Фрезы по виду различают: цилиндрические, торцевые, дисковые, прорезные и отрезные, концевые, фасонные; по конструкции – цельные, составные и сборные.
При торцевом фрезеровании (обработка торцевой фрезой) диаметр фрезы D должен быть больше ширины фрезерования В, т.е. D=(1,25¸1,5)В.
Для обеспечения производительных режимов работы необходимо применять смещенную схему фрезерования (есть симметричная схема), для чего ось заготовки смещается относительно оси фрезы.
При цилиндрическом фрезеровании различают встречное фрезерование, – когда вектор скорости (направление вращения фрезы) направлен навстречу направлению подачи; и попутное фрезерование, когда вектор скорости и направление подачи направлены в одну сторону. Встречное фрезерование применяют для черновой обработки заготовок с литейной коркой, с большими припусками. Попутное фрезерование применяют для чистовой обработки нежестких, предварительно обработанных заготовок с незначительными припусками.
Глубина резания (фрезерования) t во всех видах фрезерования, за исключением торцевого фрезерования и фрезерования шпонок, представляет собой размер слоя заготовки срезаемой при фрезеровании, измеряемый перпендикулярно оси фрезы. При торцевом фрезеровании и фрезеровании шпонок шпоночными фрезами – измеряют в направлении параллельном оси фрезы.
При фрезеровании различают подачу на один зуб Sz подачу на один оборот фрезы S и минутную подачу Sм мм/мин, которые находятся в следующем соотношении:
Sм= S×n= Sz×z×n
Где n – частота вращения фрезы, об/мин;
z – число зубьев фрезы.
При черновом фрезеровании назначают подачу на зуб; при чистовом фрезеровании – подачу на один оборот фрезы.
Скорость резания – окружная скорость фрезы, определяется режущими свойствами инструмента. Ее можно рассчитать по эмпирической формуле [2] , [3], или выбрать по таблицам нормативов [4], [7].
Пример решения задачи.
На вертикально-фрезерном станке 6Р12 производится торцевое фрезерование плоской поверхности шириной В=80 мм, длиной l=400 мм, припуск на обработку h=1,8 мм. Обрабатываемый материал серый чугун СЧ30, НВ220. Заготовка предварительно обработана. Обработка окончательная, параметр шероховатости обработанной поверхности Ra=3,2 мкм. Необходимо: выбрать режущий инструмент , назначить режим резания с использованием таблиц нормативов, определить основное (технологическое) время.
Решение
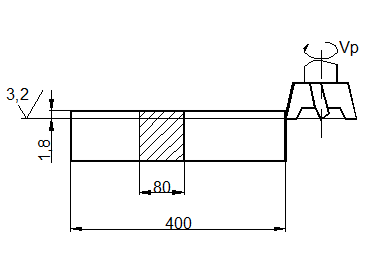 |
Эскиз обработки
Рис. 3
1. Выбор инструмента.
Для фрезерования на вертикально-фрезерном станке заготовки из чугуна выбираем торцевую фрезу с пластинками из твердого сплава ВК6 [2] или [3], диаметром D=(1,25¸1,5)×В=(1,25¸1,5)×80=100¸120 мм. Принимаем D=100 мм; z=10, ГОСТ 9473-71 [2] или [3].
Геометрические параметры фрезы: j=60°, a=12°, g=10°, l=20°, j1=5°.
Схема установки фрезы – смещенная.
2. Режим резания.
2.1 Глубина резания.
Заданный припуск на чистовую обработку срезают за один проход, тогда
t=h=1,8 мм
2.2 Назначение подачи.
Для получения шероховатости Ra=6,3 мкм подача на оборот S0=1,0¸0,7 мм/об [4].
Тогда подача на зуб фрезы
 мм/зуб.
мм/зуб.
2.3 Период стойкости фрезы.
Для фрез торцевых диаметром до 110 мм с пластинками из твердого сплава применяют период стойкости
Т=180 мин [4],
2.4 Скорость резания , допускаемая режущими свойствами инструмента.
Для обработки серого чугуна фрезой диаметром до 110 мм, глубина резания t до 3,5 мм, подаче до 0,1 мм/зуб.
V=203 м/мин [4],
С учетом поправочных коэффициентов Kmv=1; Knv=1; при  ; КБV=1; Kjv=1 [4],
; КБV=1; Kjv=1 [4],
V=V× Kmv× Knv× КБV× Kj=203×1=203 м/мин.
Частота вращения шпинделя, соответствующая найденной скорости резания
 об/мин.
об/мин.
Корректируем по паспорту станка
n=630 об/мин.
Действительная скорость резания
 м/мин.
м/мин.
2.5 Минутная подача Sм=Sz×z×n=0,1×10×630=630 мм/мин. Это совпадает с паспортными данными станка.
3. Мощность, затрачиваемая на резание.
При фрезеровании чугуна с твердостью до НВ229, ширине фрезерования до 85 мм, глубине резания до 1,8 мм, подаче на зуб до 0,13 мм/зуб, минутной подаче до 660 мм/мин
Np=3,8 кВт [4],
3.1 Проверка достаточности мощности станка
Мощность на шпинделе станка Nшп=Nд×h
Nд=7,5 кВт; h=0,8 (по паспорту станка)
Nшп=7,5×0,8=6 кВт.
Так как Nшп=6 кВт >Np=3,8 кВт, то обработка возможна.
4. Основное время
 , мкм
, мкм
где L=l+l1.
Для торцового фрезерования фрезой диаметром 100 мм, ширине фрезерования 80 мм
l1=23 мм [4],
 мин.
мин.
Задание на практическое занятие №5
Выполнить расчет режима резания по таблицам нормативов по заданному варианту.
Исходные данные приведены в таблице 5.
Порядок работы аналогичен предыдущим.
Таблица 5
| № | Вид заготовки и ее характеристика | В, мм | l, мм | h, мм | Вид обработки и параметр шероховатости, мкм | Модель станка |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 1 | Серый чугун СЧ30, НВ200 | 100 | 600 | 5 | Торцовое фрезерование, Ra=12,5 | 6Р12 |
| 2 | Серый чугун СЧ20, НВ210 | 150 | 500 | 4 | Торцовое фрезерование, Ra=1,6 | 6Р12 |
| 3 | Сталь 38ХА, sв=680 Мпа | 80 | 400 | 6 | Торцовое фрезерование, Ra=12,5 | 6Р12 |
| 4 | Сталь 35, sв=360 Мпа | 90 | 480 | 3,5 | Торцовое фрезерование, Ra=1,6 | 6Р12 |
| 5 | Серый чугун СЧ15, НВ170 | 50 | 300 | 3,5 | Цилиндрическое фрезерование, Ra=3,2 | 6Р82Г |
| 6 | Серый чугун СЧ10, НВ160 | 80 | 250 | 1,5 | Цилиндрическое фрезерование, Ra=3,2 | 6Р82Г |
| 7 | Сталь 40ХН, sв=700 Мпа | 70 | 320 | 4 | Цилиндрическое фрезерование, Ra=12,5 | 6Р82Г |
| 8 | Сталь Ст3, sв=600 Мпа | 85 | 600 | 1,5 | Цилиндрическое фрезерование, Ra=3,2 | 6Р82Г |
| 9 | Сталь 40Х, sв=750 Мпа | 10 | 100 | 5 | Фрезеровать паз, Ra=6,3 | 6Р12 |
| 10 | Сталь Ст5, sв=600 Мпа | 12 | 80 | 8 | Фрезеровать паз ,Ra=6,3 | 6Р12 |
| 11 | Серый чугун СЧ20, НВ180 | 20 | 120 | 10 | Фрезеровать паз ,Ra=6,3 | 6Р12 |
| 12 | Серый чугун СЧ20, НВ200 | 15 | 75 | 8 | Фрезеровать паз ,Ra=6,3 | 6Р82Г |
| 13 | Сталь 20Х, sв=580 Мпа | 8 | 110 | 8 | Фрезеровать паз ,Ra=6,3 | 6Р82Г |
| 14 | Сталь 50, sв=750 Мпа | 12 | 120 | 6 | Фрезеровать паз ,Ra=6,3 | 6Р82Г |
| 15 | Бронза Бр АЖН 10-4 НВ170 | 100 | 300 | 4 | Торцовое фрезерование, Ra=12,5 | 6Р12 |
| 16 | Латунь ЛМцЖ 52-4-1, НВ220 | 60 | 180 | 1,5 | Торцовое фрезерование, Ra=1,6 | 6Р12 |
| 17 | Серый чугун СЧ30, НВ220 | 180 | 200 | 4,5 | Торцовое фрезерование, Ra=12,5 | 6Р12 |
| 18 | Серый чугун СЧ20, НВ220 | 110 | 280 | 2,5 | Торцовое фрезерование, Ra=3,2 | 6Р12 |
| 19 | Сталь 30ХНЗА, sв=800 Мпа | 80 | 320 | 5 | Цилиндрическое фрезерование, Ra=12,5 | 6Р82Г |
| 20 | Сталь 30ХН, sв=780 МПа | 115 | 300 | 3 | Цилиндрическое фрезерование, Ra=3,2 | 6Р82Г |
| 21 | Сталь 45, sв=650 МПа | 40 | 280 | 1,8 | Цилиндрическое фрезерование, Ra=1,6 | 6Р82Г |
| 22 | Сталь 20, sв=500 МПа | 35 | 400 | 3,5 | Цилиндрическое фрезерование, Ra=6,3 | 6Р82Г |
Продолжение табл. 5
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 23 | Силумин АЛ4, НВ50 | 55 | 250 | 4 | Торцовое фрезерование, Ra=6,3 | 6Р12 |
| 24 | Сталь 30ХМ, sв=950 МПа | 70 | 310 | 4,5 | Торцовое фрезерование, Ra=12,5 | 6Р12 |
| 25 | Сталь 18ХГТ, sв=700 МПа | 85 | 350 | 2,5 | Торцовое фрезерование, Ra=3,2 | 6Р12 |
| 26 | Чугун ВЧ60, НВ250 | 120 | 300 | 5 | Торцовое фрезерование, Ra=12,5 | 6Р12 |
| 27 | Сталь 50, sв=900 МПа | 60 | 250 | 6 | Торцовое фрезерование, Ra=6,3 | 6Р12 |
| 28 | Чугун КЧ60, НВ169 | 200 | 450 | 5,5 | Торцовое фрезерование, Ra=3,2 | 6Р12 |
| 29 | Сталь 18ХГТ, sв=700 МПа | 85 | 300 | 4,5 | Цилиндрическое фрезерование, Ra=12,5 | 6Р82Г |
| 30 | Чугун ВЧ38, НВ170 | 65 | 200 | 3 | Цилиндрическое фрезерование, Ra=3,2 | 6Р82Г |
ПРАКТИЧЕСКОЕ ЗАНЯТИЕ №6
Расчет режима резания при нарезании зубьев зубчатых колес
Цель работы: изучить методику расчета режима резания при зубонарезании по таблицам нормативов. Приобрести навыки работы по нормативам.
ОБЩИЕ СВЕДЕНИЯ
Профиль зубьев зубчатого колеса образуется путем удаления материала впадины следующими способами обработки: фрезерованием, строганием, долблением, протягиванием, шевингованием и шлифованием.
Различают два метода нарезания зубьев:
копирования – когда форма режущей кромки инструмента соответствует форме впадины зубчатого колеса (дисковые, пальцевые модульные фрезы, зубодолбежные головки);
обкатки – поверхность зуба получается в результате обработки инструментом, режущие кромки которого представляют собой профиль сопряженной рейки или профиль зуба сопряженного колеса и во время обработки инструмент с заготовкой образуют сопряженную зубчатую пару (червячные фрезы, долбяки, шеверы и др.).
Метод обкатки имеет следующие преимущества по сравнению с методом копирования:
одним и тем же инструментом данного модуля можно нарезать зубчатые колеса с любым числом зубьев;
обеспечивается более высокая точность и низкая шероховатость поверхности зубьев нарезаемого колеса;
достигается более высокая производительность обработки благодаря непрерывности процесса и участию в работе одновременно большего количества лезвий.
Дисковая и пальцевая модульные фрезы представляют собой фасонные фрезы, профиль зуба которых повторяет профиль впадины нарезаемого колеса. Обработка производится по методу копирования. Пальцевые модульные фрезы применяют для получения шевронных и зубчатых колес большего модуля. Главным движением (движением резания) является вращение фрезы вокруг своей оси. Движением подачи является движение фрезы вдоль оси заготовки.
При обработке червячной фрезой (метод обкатывания) движение резания – вращение фрезы, движение подачи – поступательное движение фрезы вдоль оси заготовки.
Зуборезный долбяк выполнен в виде зубчатого цилиндрического колеса и снабжен режущими кромками. Главное движение (движение резания) при зубодолблении – возвратно-поступательное движение долбяка, движений подачи два: движение обкатывания по делительным окружностям долбяка и нарезаемого колеса и радиальное перемещение. Зубодолбление применяют для нарезания наружных и внутренних зубьев прямых и косозубых колес.
Глубина резания при черновом нарезании зубьев (Ra=12,5 мкм), как правило, принимается равной глубине впадины t=h=2,2×m, где m – модуль нарезаемого колеса, мм.
Обычно черновые червячные фрезы профилируются такими, чтобы ими можно было нарезать зубья на полную глубину, но оставляя припуск на окончательную обработку лишь боковым сторонам зуба. Если мощности и жесткости станка недостаточно, припуск на черновую обработку срезают за два прохода: первый проход h=1,4m, второй проход , h=0,7m.
Чистовую обработку в два прохода применяют только при зубодолблении цилиндрических колес дисковыми долбяками с модулем 6 мм и выше при шероховатости выше Ra=1,6 мкм.
Подачи выбирают с учетом качества и точности нарезаемого колеса, мощности станка, модуля и числа зубьев нарезаемого колеса [5].
Скорость резания устанавливают в зависимости от режущих свойств инструмента. Размеров нарезаемого зуба. Глубины резания, подачи и других факторов по таблицам нормативов [5], или по эмпирической формуле [3].
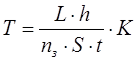
Основное время при зубофрезеровании червячной фрезой
 , мин
, мин
где z - число зубьев нарезаемого колеса;
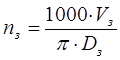
n - частота вращения фрезы, об/мин;
S0 – подача фрезы за оборот заготовки, мм/об;
K - число заходов фрезы.
При чистовой обработке применяют однозаходную фрезу, при черновой – многозаходную.
L – величина хода фрезы
L=b+l1,
Где b – ширина венца нарезаемого колеса, мм;
l1 – величина врезания и перебега, мм
Основное время при зубодолблении
 , мин,
, мин,
где m – модуль нарезаемого колеса, мм;
z – число зубьев нарезаемого колеса;
Kд – число двойных ходов в минуту долбяка, дв.ход/мин;
S – круговая подача, мм/дв.ход;
Sp – радиальная подача, мм/дв.ход;
i – число проходов;
h – припуск на обработку, мм.
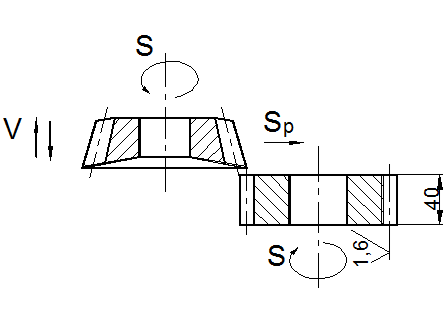
Пример решения задачи
На зубодолбежном станке 5122 нарезают долбяком прямозубое зубчатое колесо модуля m=3 мм с числом зубьев z=40, шириной венца b=40 мм. Обработка чистовая (Ra=1,6 мкм) по сплошному металлу. Материал заготовки – сталь 40Х, твердость НВ190.
Необходимо: выбрать режущий инструмент, назначить режим резания (по таблицам нормативов), определить основное время.
Решение
Эскиз обработки
 |
1. Выбор инструмента
Для зубодолбления цилиндрического колеса принимаем дисковый прямозубый долбяк модуля 3 тип 1 ГОСТ 9323-79 [2] или [3] из быстрорежущей стали Р6М5 [2] или [3].
Угол заточки по передней поверхности зубьев gз=5° [2], [3], [5].
2. Режим резания.
2.1 Круговая подача для станка модели 5122 с мощностью двигателя 3 кВт, т.е. III классификационной группы [5] , для чистовой обработки по сплошному металлу, обработки стали с твердостью до НВ207, при модуле нарезаемого колеса до m=3 мм, S=0,25¸0,3 мм/дв.ход [5].
С учетом поправочных коэффициентов Кms=1 и паспортных данных станка принимаем S=0,25 мм/ дв.ход.
2.2 Радиальная подача.
Sp=(0,1¸0,3)×S [5],
Sp=(0,1¸0,3)×0,25=0,025¸0,075 мм/дв.ход.
С учетом паспортных данных станка принимаем
Sp=0,036 мм/дв.ход.
2.3 Период стойкости долбяка для чистовой обработки Т=240 мин. [3].
2.4 Скорость резания, допускаемая режущими свойствами инструмента. Для чистовой обработки по сплошному металлу, круговой подаче S=0,25 мм/дв.ход и модуле до 4 мм
V=20,5 м/мин.
C учетом поправочных коэффициентов Kmv=1; Kbv=1
Vp=V× Kmv × Kbv=20,5 м/мин.
Число двойных ходов ходов долбяка в минуту , соответствующее найденной скорости резания,

где L – величина хода долбяка, мм
L=b+l1=40+8=48 мм,
Где l1 – перебег долбяка на две стороны.
При ширине венца до 51 мм
l1=8 мм [5],
 мм/дв.ход
мм/дв.ход
В соответствии с паспортными данными принимаем
Кд=200 мм/дв.ход.
Действительная скорость резания
 м/мин.
м/мин.
3. Проверка достаточности мощности станка
3.1 Мощность, затрачиваемая на резание
При чистовой обработке по сплошному металлу для данных условий обработки
N=1,1 кВт [5],
С учетом поправочных коэффициентов KмN=1; KbN=1; KzN=1,1
Np=N× KмN × KbN × KzN=1,1×1×1×1,1=1,21 кВт.
3.2 Мощность на шпинделе станка
Nш=Nд×h кВт,
где Nд=3 кВт; h=0,65 – паспортные данные станка
Nш=3×0,65=1,95 кВт.
Так как Nш=1,95 кВт>Np=1,21кВт, то обработка возможна.
4. Основное время
 , мин
, мин
где i – число проходов
 мин
мин
Задание на практическое занятие №6
Выполнить расчет режима резания по таблицам нормативов по заданному варианту.
Исходные данные приведены в таблице 6.
Порядок выполнения работы аналогичен предыдущим.
Таблица 6
| № | Материал заготовки и его свойства | Вид обработки и шероховатость поверхности, мкм | Мо-дуль, мм | Число зубьев, z | Шири-на венца, b | Угол наклона зубьев, b ° | Число одно-временно обрабаты-ваемых зубьев, д | Мо-дель станка |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 1 | Сталь 12ХНЗА, НВ210 | Окончательная (по сплошному металлу) Ra=3,2 | 3 | 20 | 30 | 0 | 6 | 53А50 |
| 2 | Сталь 30ХГТ, НВ200 | Окончательная (по предварительно прорезанному зубу)* Ra=1,6 | 8 | 25 | 40 | 0 | 1 | 5122 |
| 3 | Серый чугун СЧ25, НВ210 | Предварительное (под последующее зубодолбление) | 6 | 30 | 32 | 15 | 5 | 53А50 |
| 4 | Серый чугун СЧ20, НВ200 | Предварительное (под последующее шевингование) | 3 | 60 | 50 | 0 | 1 | 5122 |
| 5 | Сталь 45, НВ190 | Окончательная (по сплошному металлу) Ra=1,6 | 2,5 | 80 | 60 | 0 | 3 | 5122 |
| 6 | Сталь 40Х, НВ200 | Предварительное (под шевингование) | 7 | 28 | 55 | 0 | 1 | 5122 |
| 7 | Сталь 35Х, НВ185 | Окончательная (по сплошному металлу) Ra=1,6 | 2 | 54 | 20 | 30 | 10 | 53А50 |
| 8 | Сталь 12Х18Н9Т, НВ180 | Предварительное (под шевингование) | 4 | 45 | 32 | 0 | 1 | 5122 |
| 9 | Бронза Бр АЖН 10-4, НВ170 | Предварительное (под последующее зубодолбление) | 2,5 | 65 | 35 | 15 | 6 | 53А50 |
| 10 | Латунь ЛМцЖ 52-4-1, НВ220 | Окончательная (по сплошному металлу) Ra=1,6 | 1,5 | 84 | 25 | 0 | 1 | 5122 |
| 11 | Сталь 14Х17Н2, НВ220 | Окончательная (по предварительно прорезанному зубу)* Ra=1,6 | 5 | 32 | 50 | 0 | 1 | 5122 |
| 12 | Сталь 20Х, НВ170 | Предварительное (под шевингование) | 5,5 | 24 | 24 | 0 | 1 | 5122 |
Продолжение табл. 6
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 13 | Серый чугун СЧ10, НВ170 | Предварительное (под последующее зубодолбление) | 8 | 46 | 25 | 15 | 8 | 53А50 |
| 14 | Серый чугун СЧ15, НВ190 | Окончательная (по предварительно прорезанному зубу)* Ra=1,6 | 6 | 30 | 38 | 0 | 1 | 5122 |
| 15 | Сталь 38ХА, НВ190 | Окончательная (по сплошному металлу) Ra=1,6 | 1,5 | 55 | 24 | 0 | 1 | 5122 |
| 16 | Сталь 35, НВ180 | Предварительное (под шевингование) | 4 | 42 | 40 | 0 | 1 | 5122 |
| 17 | Сталь 20, НВ200 | Окончательная (по сплошному металлу) Ra=1,6 | 1,5 | 120 | 60 | 0 | 3 | 53А50 |
| 18 | Серый чугун СЧ30, НВ220 | Предварительное (под последующее зубодолбление) | 5 | 66 | 18 | 15 | 10 | 53А50 |
| 19 | Сталь 20Х, НВ165 | Окончательная (по предварительно прорезанному зубу)* Ra=1,6 | 8 | 22 | 30 | 0 | 1 | 5122 |
| 20 | Сталь 45, НВ210 | Окончательная (по сплошному металлу) Ra=3,2 | 2 | 85 | 50 | 0 | 1 | 5122 |
| 21 | Сталь 35Х, НВ185 | Предварительное (под шевингование) | 3 | 65 | 42 | 0 | 1 | 5122 |
| 22 | Сталь 45ХН, НВ220 | Окончательная (по предварительно прорезанному зубу)* Ra=1,6 | 6 | 24 | 28 | 0 | 1 | 5122 |
| 23 | Серый чугун СЧ30, НВ220 | Предварительное (под последующее зубодолбление) | 8 | 50 | 45 | 30 | 4 | 53А50 |
| 24 | Серый чугун СЧ10, НВ160 | Окончательная (по сплошному металлу) Ra=1,6 | 2,5 | 70 | 65 | 15 | 3 | 53А50 |
| 25 | Сталь 45, НВ215 | Окончательная (по сплошному металлу) Ra=1,6 | 2 | 80 | 30 | 0 | 6 | 53А50 |
| 26 | Серый чугун СЧ20, НВ240 | Окончательная (по сплошному металлу) Ra=1,6 | 3 | 22 | 45 | 0 | 6 | 53А50 |
| * В вариантах окончательной обработки по предварительно прорезанному зубу принять припуск на зубодолбление по межцентровому расстоянию h=1¸1,4 мм. | ||||||||
ПРАКТИЧЕСКОЕ ЗАНЯТИЕ №7
Расчет режима резания при шлифовании
Цель работы: изучить методику расчета режима резания при шлифовании аналитическим способом. Приобрести навыки работы со справочной литературой.
ОБЩИЕ СВЕДЕНИЯ
Шлифование – процесс резания материалов с помощью абразивного инструмента, режущими элементами которого являются абразивные зерна. Движение резания при шлифовании – вращение шлифовального круга, движение подачи – возвратно-поступательное движение стола станка с заготовкой и (или) поступательное движение шлифовальной бабки со шлифовальным кругом.
Различают круглое наружное шлифование, внутреннее круглое шлифование, плоское шлифование, бесцентровое шлифование. Круглое наружное шлифование применяется для обработки цилиндрических наружных поверхностей и осуществляется двумя способами: с продольной подачей (метод врезания) – применяется если длина шлифуемой поверхности меньше ширины круга.
Разработку режимов резания при шлифовании начинают с выбора характеристики шлифовального круга.
Для этого устанавливают:
тип (форму) шлифовального круга [2] или [3],
материал абразивного зерна [2] или [3] , [6],
зернистость [2],
индекс зернистости [2],
твердость [2], [6],
структура [2], [6],
класс круга [2].
(Если выбор характеристики шлифовального круга производится по [3],
то ее следует перевести в новое обозначение).
Выбор характеристики шлифовального круга можно провести по приложению 1 к данной инструкции.
После выбора элементов характеристики следует записать полную характеристику, которая содержит такие параметры: форму (тип), марку зерна, зернистость, индекс зернистости, твердость круга, структуру, тип связки, класс круга, допустимую окружную скорость.
Основными элементами режима резания при шлифовании являются: окружная скорость в м/с (указывается в конце характеристики круга и является максимальной допускаемой прочностью круга);
скорость вращательного или поступательного движения детали в м/мин;
глубина шлифования t мм – слой металла, снимаемый шлифовальным кругом за один или двойной ход при круглом или плоском шлифовании или же равная всему припуску на сторону при врезном шлифовании;
продольная подача S – перемещение шлифовального круга вдоль своей оси в мм на оборот заготовки при круглом шлифовании или в мм на каждый ход стола при плоском шлифовании периферией круга;
радиальная подача Sp – перемещение шлифовального круга в радиальном направлении в мм на один оборот детали при врезном шлифовании.
Эффективная мощность (мощность необходимая для резания) рассчитывается по эмпирической формуле [2], [3] или определяется по таблицам нормативов.
Основное время при круглом шлифовании с продольной подачей
 , мин (7.1)
, мин (7.1)
где h – припуск на сторону, мм;
Vc – скорость продольного хода стола , м/мин;
t – глубина шлифования, мм;
К – коэффициент выхаживания;
К=1,4 – при чистовом шлифовании;
К=1,1 – при предварительном шлифовании;
L – величина хода стола, мм
L=l-(1-K×m)×Bk , мм (7.2)
где l – длина шлифуемой поверхности;
К – число сторон перебега круга (К=2 – при сбеге круга в обе стороны, К=1 – при сбеге круга в одну сторону, К=0 – без сбега);
m – перебег в долях ширины круга;
Bk – ширина шлифовального круга, мм.
При круглом наружном шлифовании методом врезания
 , мин,
, мин,
где nз – частота вращения заготовки, об/мин;
Sp – радиальная подача, мм/об.
При круглом шлифовании
 , мин
, мин
где S – продольная подача, мм/об.
При круглом внутреннем шлифовании перебег круга в обе стороны равен 0,5×В, тогда
L=l-(1-2×0,5)×B, т.е.
L=l
Плоское шлифование
 , мин
, мин
где Н – перемещение шлифовального круга в направлении поперечной подачи, мм;
L – величина хода стола, мм;
h – припуск на сторону;
Vc – скорость движения стола, м/мин;
g – число одновременно шлифуемых заготовок.
Н=Вз+Вк+5, мм
где Вз – суммарная ширина заготовок, установленных на столе, мм.
Вк – величина шлифовального круга, мм.
L=l+(10¸15), мм
где l – суммарная длина заготовок , установленных на столе, мм.
Пример решения задачи
На круглошлифовальном станке 3М131 шлифуется шейка вала диаметром D=80h6 мм длиной l=300 мм, длина валаl1=550 мм. Параметр шероховатости обработанной поверхности Ra=0,4 мкм. Припуск на сторону 0,2 мм. Материал заготовки – сталь 45 закаленная, твердостью HRC45.
Необходимо: выбрать шлифовальный круг, назначить режим резания; определить основное время.
Решение
 |
Эскиз обработки
Рис.5
1. Выбор шлифовального круга.
Для круглого наружного шлифования с продольной подачей (шлифовать с радиальной подачей нельзя из-за большой длины шлифуемой поверхности), параметра шероховатости Ra=0,4 мкм, конструкционной закаленной стали до HRC45 принимаем шлифовальный круг формы ПП, [2],
характеристика – 24 А401К, [6],
индекс зернистости – Н, [2],
структура – 5, [6],
класс – А, [2],
Полная маркировка круга ПП24 А40НС15КА 35 м/с.
Размеры шлифовального круга Dk=600 мм; Вк=63 мм (по паспорту станка).
2. Режим резания
2.1 Скорость шлифовального круга Vk =35 м/с [2].
Частота вращения шпинделя шлифовальной бабки
 , об/мин
, об/мин
 об/мин
об/мин
Корректируя по паспортным данным станка, принимаем
nш=1112 об/мин.
(корректируется только в меньшую сторону).
Режимы резания для окончательного круглого наружного шлифования конструкционных сталей с подачей на каждый ход определяют по [2] или [3].
2.2 Окружная скорость заготовки Vз =15¸55 м/мин; принимаем Vз=30 м/мин.
Частота вращения шпинделя передней бабки, соответствующая принятой окружной скорости заготовки,
 , об/мин
, об/мин
 об/мин.
об/мин.
Так как частота вращения заготовки регулируется бесступенчато, принимаем nз=120 об/мин.
2.3 Глубина шлифования
t=0,005¸0,015 мм.
Принимаем, учитывая бесступенчатое регулирование поперечной подачи шлифовального круга на ход стола,
t=0,005 мм.
2.4 Продольная подача
S=(0,2¸0,4)×Вк , мм/об.
Принимаем S=0,25×Вк=0,25×63=15,75 мм/об.
2.5 Скорость продольного хода стола
 м/мин.
м/мин.
С учетом паспортных данных (бесступенчатое регулирование скорости продольного хода стола) принимаем
Vc=1,9 м/мин.
3. Проверка достаточности мощности станка
3.1 Мощность затрачиваемая на резание
Np=CN×Vзz×tx×Sy×dq , кВт [2], [3],
где CN – коэффициент, учитывающий условия шлифования;
x, y, z, q – показатели степени;
V, t, S – элементы режима резания;
d – диаметр шлифования, мм.
Для круглого наружного шлифования закаленной стали с подачей на каждый ход шлифовальным кругом зернистостью 40, твердостью СМ1
CN=2,65; z=0,5; х=0,5; y=0,55; q=0,
тогда Np=2,65×300,5×0,0050,5×15,750,55×1=2,65×5,48×0,07×4,55=4,63 кВт.
3.2 Мощность на шпинделе станка
Nшп=Nд×h , кВт
где Nд =7,5 кВт; h=0,8 – паспортные данные станка (см. приложение 2 к данным методическим указаниям).
Nшп=7,5×0,8=6 кВт.
Так как Nшп=6 кВт>Np=4,63 кВт, то обработка возможна.
4. Основное время
 , мин
, мин
L=l-(1-K×m)×Вк , мм
где m – доля перебега круга , принимаем m=0,5 (т.е. половина круга); К=1 – число сторон перебега круга (см. эскиз обработки),
тогда
L=l-(1-1×0,5)×Вк=l-0,5× Вк=300-0,5×63=268,5 мм
К=1,4 – коэффициент выхаживания
 мин.
мин.
Задание на практическое занятие №7
Выполнить расчет режима резания аналитическим способом по заданному варианту.
Исходные данные приведены в таблице 7.
Порядок выполнения работы аналогичен предыдущим.
Таблица 7
| № | Материал заготовки и его свойства | Вид обработки и параметр шерохоатости поверхности, мкм | Размер шлифуемой поверхности, мм | Припуск на сторону , мм | Кол-во одновре-менно обраба-тыва-емых деталей | Модель станка |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 1 | Сталь 45ХН закаленная, НRC45 | Окончательная, Ra=0,8 | D=60h8 l=240 | 0,22 | 1 | 3М131 |
| 2 | Сталь 40Х незакаленная | Окончательная, Ra=0,4 | D=55h7 l=40 | 0,15 | 1 | 3М131 |
| 3 | Серый чугун СЧ30, НВ220 | Предварительная, Ra=1,6 | D=120H8 l=140 | 0,25 | 1 | 3К228В |
Продолжение табл. 7
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 4 | Серый чугун СЧ15, НВ190 | Окончательная, Ra=0,8 | D=80H7 l=60 | 0,2 | 1 | 3К228В |
| 5 | Сталь 12Х18Н9Т незакаленная | Предварительная, Ra=1,6 | B=250 l=300 | 0,4 | 2 | 3П722 |
| 6 | Сталь 40Х закаленная, НRC52 | Окончательная, Ra=0,4 | D=55H7 l=50 | 0,18 | 1 | 3К228В |
| 7 | Сталь 47А закаленная, НRC60 | Окончательная, Ra=0,8 | B=200 l=300 | 0,25 | 6 | 3П722 |
| 8 | Серый чугун СЧ20, НВ200 | Предварительная, Ra=1,6 | B=280 l=650 | 0,5 | 1 | 3П722 |
| 9 | Бронза Бр АЖН 10-4 НВ170 | Окончательная, Ra=0,8 | D=45h7 l=120 | 0,2 | 1 | 3М131 |
| 10 | Сталь 40 закаленная, НRC35 | Окончательная, Ra=0,4 | D=84h7 l=300 | 0,1 | 1 | 3М131 |
| 11 | Сталь Ст5 незакаленная | Предварительная, Ra=1,6 | D=120h8 l=48 | 0,25 | 1 | 3М131 |
| 12 | Сталь 45Х закаленная, НRC45 | Окончательная, Ra=0,8 | D=85H7 l=60 | 0,18 | 1 | 3П722 |
| 13 | Сталь 40ХНМА закаленная, НRC55 | Окончательная, Ra=0,8 | B=120 l=270 | 0,2 | 6 | 3П722 |
| 14 | Латунь ЛМцЖ 52-4-1 | Предварительная, Ra=1,6 | D=120H8 l=80 | 0,25 | 1 | 3К228В |
| 15 | Сталь 48А закаленная, НRC60 | Окончательная, Ra=0,4 | D=80H7 l=70 | 0,15 | 1 | 3К228В |
| 16 | Сталь 35 незакаленная | Предварительная, Ra=1,6 | D=75h8 l=55 | 0,3 | 1 | 3М131 |
| 17 | Сталь 45 закаленная, НRC40 | Окончательная, Ra=0,8 | D=38h7 l=100 | 0,15 | 1 | 3М131 |
| 18 | Серый чугун СЧ10, НВ180 | Предварительная, Ra=1,6 | D=65h7 l=90 | 0,2 | 1 | 3М131 |
| 19 | Серый чугун СЧ30, НВ220 | Окончательная, Ra=0,8 | B=45 l=250 | 0,25 | 10 | 3П722 |
| 20 | Сталь 40 незакаленная | Предварительная, Ra=1,6 | D=58H8 l=60 | 0,3 | 1 | 3К228В |
| 21 | Сталь 40Х закаленная, НRC50 | Окончательная, Ra=0,4 | D=65H7 l=70 | 0,25 | 1 | 3К228В |
| 22 | Сталь Ст3 незакаленная | Предварительная, Ra=1,6 | B=55 l=150 | 0,45 | 20 | 3П722 |
| 23 | Сталь 45Х закаленная, НRC52 | Предварительная, Ra=1,6 | B=80 l=250 | 0,35 | 8 | 3П722 |
| 24 | Серый чугун СЧ20, НВ200 | Предварительная, Ra=1,6 | D=110h8 l=280 | 0,2 | 1 | 3М131 |
| 25 | Сталь 30ХГТС закаленная, НRC55 | Окончательная, Ra=0,4 | D=65h7 l=50 | 0,25 | 1 | 3М131 |
| 26 | Сталь 40Х закаленная, НRC40 | Окончательная, Ra=0,8 | D=65h7 l=200 | 0,3 | 1 | 3М131 |
ЛИТЕРАТУРА
1. Аршинов В.А., Алексеев Г.А. Резание металлов и режущий инструмент. – М.: Машиностроение, 1976.
2. Справочник технолога-машиностроителя. В двух томах. Т.2. Под ред. А.Г. Косиловой и Р.К. Мещерякова. – М.: Машиностроение, 1985.
3. Справочник технолога-машиностроителя. В двух томах. Т.2. Под ред. А.А. Малова . – М.: Машиностроение, 1972.
4. Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках. Часть 1. – М.: Машиностроение, 1967.
5. Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках. Часть 2. – М.: Машиностроение, 1967.
6. Справочник по обработке металлов резанием. Абрамов Ф.Н. и др. – К.: Техника, 1983.
7. Справочник нормировщика-машиностроителя: в 2 т./Под ред. Е.М. Стружестраха. – М.: ГОСИздат, 1961. – Т,2. – 892 с.
Приложение I
ПАСПОРТНЫЕ ДАННЫЕ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
Дата добавления: 2019-07-15; просмотров: 1560; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!