Способ неполной взаимозаменяемости
Сборку можно проводить и способом неполной взаимозаменяемости. В этом случае допуски на размеры сопрягаемых деталей принимают большими, чем в предыдущем случае. Тогда требуемая точность замыкающего звена будет обеспечена не у всех объектов. Число объектов заданного качества определяют с помощью аппарата теории вероятностей. Дополнительные затраты на достижение необходимых размеров замыкающего звена у объектов, не обладающих заданным качеством, могут быть при определенных условиях достаточно малыми.
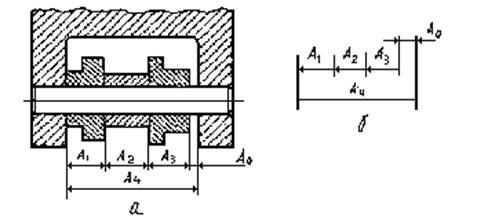
Рис. 3 . Сборочная размерная цепь:
а — рабочий чертеж, б — схема
Групповая взаимозаменяемость
Заданный размер или посадка могут быть также обеспечены способом групповой взаимозаменяемости. В этом случае конструкторские допуски меньше технологических, т.е. получаемых в результате изготовления деталей. Все полученные детали сортируют на группы, а затем соответствующую посадку обеспечивают подбором охватывающих и охватываемых деталей из соответствующих групп. Время подбора каждой пары деталей может существенно колебаться. Поэтому метод групповой взаимозаменяемости в представленном виде нельзя применять при поточном методе производства. Количество групп п, на которые разбивают всю партию изготовленных деталей, равно
(IT)a т + (IT)b т
n = -------------------------
(IT)a к + (IT)b к
где ( IT ) a т, ( IT ) b т - технологические допуски охватываемых и охватывающих деталей соответственно;
|
|
|
( IT ) a к, ( IT ) b к - конструкторские допуски охватываемых и охватывающих деталей соответственно.
Сборка с регулировкой
Способ сборки с регулировкой состоит в том, что размеры деталей, входящих в размерную цепь, имеют технологические допуски, т.е. характеризуются точностью, обеспечиваемой в данном производстве, но замыкающее звено имеет размер или гарантирует посадку за счет компенсирующего звена. Допустим, что для цепи, приведенной на рис. 2.9, требуется обеспечить необходимый зазор ао при отклонениях А1,...,А4, которые оказываются очень большими, что существенно удешевляет производство. Компенсирующим звеном может оказаться шайба 1 (рис. 4, а) или втулка 2 (рис.4, б), которую в процессе сборки можно регулировать, а после регулирования закреплять. Компенсирующие звенья в наборе (шайбы, втулки и т.д.) имеют различные размеры.
Сборка с пригонкой
Сборка с пригонкой позволяет обеспечить необходимый размер припиливанием, шлифованием, шабрением и т.п., а также применением специальной детали, включаемой в сборочную цепь. Так, необходимый в предыдущем случае зазор может быть обеспечен дополнительной обработкой (пригонкой) торца втулки 3 (рис.4, в). Такой способ достижения заданного размера применяют в единичном и мелкосерийном производствах.
|
|
|
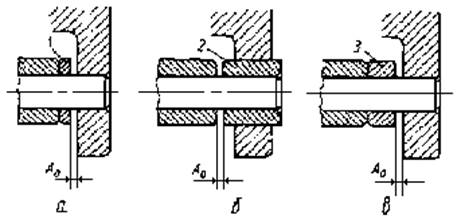
Рис. 4 . Схемы сборки с регулировкой (а, б) и пригонкой (в)
Выбор способа сборки зависит от типа производства и анализируется с помощью размерных цепей. Способ полной взаимозаменяемости используют обычно для коротких и простых цепей. Если число звеньев в цепи оказывается большим, то этот способ требует установления на каждое звено жестких конструкторских допусков. Каждый принятый способ выполнения заданного размера следует непременно анализировать с экономических позиций.
Список литературы
1. Технология машиностроения под общей редакцией д-ра техн. Наук, профессора А.М.Дальского. Издательство МГТУ им. Н.Э. Баумана, М., 2001.
2. Н.Г. Чумак. Материалы и технология машиностроения. М.: Машиностроение, 1985.
3. В.Н.Кудрявцев. Детали машин. Л.: “Машиностроение”, 1980.
Дата добавления: 2019-07-15; просмотров: 381; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!