Документация и маркировка трубопроводов или сборочных единиц, поставляемых заводами-изготовителями
11.5.1 Каждый трубопровод или сборочная единица поставляется заказчику со следующей документацией:
- сборочный чертеж трубопровода или сборочной единицы в двух экземплярах;
- паспорт на сборочные единицы стальных трубопроводов комплектных трубопроводных линий (1 экз.);
- паспорта на арматуру и детали трубопровода, крепежные детали и уплотнения (1 экз.);
- сведения о подтверждении соответствия (при необходимости) (1 экз.);
- ведомость на упаковку (комплектовочная ведомость) в одном экземпляре;
- упаковочный лист в трех экземплярах, из которых один экземпляр отправляется почтой, один экземпляр помещают в упаковочном ящике, один экземпляр - на упаковочном ящике.
11.5.2 Сборочные единицы из нержавеющих сталей и стали 20ЮЧ маркируются яркой несмываемой краской.
11.5.3 Сборочные единицы из сталей, кроме нержавеющей и стали 20ЮЧ, маркируют клеймением.
11.5.4 Маркировку следует наносить на расстоянии не менее 200 мм от одного из присоединительных концов трубы, с указанием в числителе шифра технологической установки, в знаменателе - шифра линии трубопровода. Маркировать надлежит шрифтом в соответствии с НД.
11.5.5 Схема маркировки сборочных единиц должна быть единой для всех трубопроводов в технологической схеме или проекте.
Места маркировки обводят яркой несмываемой краской и покрывают бесцветным лаком.
|
|
|
11.5.6 Детали и арматура, не вошедшие в сборочные единицы, маркируют несмываемой краской номером трубопроводной линии по монтажной спецификации.
11.5.7 Каждое упаковочное место труб, поставляемых метражом и входящих в поставочный блок, маркируют с указанием номера технологической установки, номера поставочного блока, номера трубопроводной линии и буквы "Т". Бирки с маркировкой, нанесенной ударным способом, крепят с обоих концов упаковки.
11.5.8 На каждом грузовом месте маркировку наносят на ярлыках или непосредственно на торцевых и боковых стенках ящиков яркой несмываемой краской с указанием номера грузового места, числа грузовых мест в данной трубопроводной линии, получателя и его адреса, отправителя и его адреса, массы (нетто, брутто), габаритных размеров грузового места, манипуляционных знаков ("верх", "не кантовать", "место строповки", "центр масс").
11.5.9 С каждой трубопроводной линией потребителю направляется следующая техническая документация:
- паспорт трубопровода;
- сведения о трубах и деталях трубопровода;
- сведения о сварных соединениях;
- перечень арматуры, входящей в сборочные единицы стальных комплектных технологических линий;
|
|
|
- акт гидравлического испытания сборочных единиц;
- акт ревизии и испытания арматуры;
- спецификация;
- заключение.
Формы документации приведены в приложениях М и Н.
Требования к сварке и термической обработке
Сварка
12.1.1 При изготовлении, монтаже и ремонте трубопроводов и их элементов допускается применение всех промышленных методов сварки, обеспечивающих необходимую эксплуатационную надежность сварных соединений.
12.1.2 Газовая (ацетиленокислородная) сварка допускается для труб из углеродистых и низколегированных неподкаливающихся сталей (17ГС, 09Г2С и др.) с условным диаметром до 80 мм и толщиной стенки не более 3,5 мм при давлении до 10 МПа (100 кгс/см  ).
).
12.1.3 Газовая сварка стыков из низколегированных закаливающихся сталей (15ХМ, 12Х1МФ и др.) допускается при монтаже и ремонте труб с номинальным диаметром DN  40 и толщиной стенки не более 5 мм при давлении до 10 МПа (100 кгс/см ).
40 и толщиной стенки не более 5 мм при давлении до 10 МПа (100 кгс/см ).
12.1.4 Сварка трубопроводов и их элементов должна проводиться в соответствии с требованиями ТУ на изготовление, производственных инструкций или технологической документации, содержащей указания по применению конкретных присадочных материалов, флюсов и защитных газов, по предварительному и сопутствующему подогреву, по технологии сварки и термической обработки, видам и объему контроля.
|
|
|
12.1.5 К производству сварочных работ, включая прихватку и приварку временных креплений, допускаются сварщики, аттестованные в соответствии с действующими Правилами аттестации сварщиков и специалистов сварочного производства и имеющие соответствующее удостоверение сварщика установленного образца. При этом сварщики могут быть допущены к тем видам сварочных работ, которые указаны в их удостоверениях.
12.1.6 Руководство работами по сборке, сварке, термической обработке и контролю качества сварных соединений должны осуществлять инженерно-технические работники, имеющие специальную техническую подготовку, изучившие настоящий стандарт, РД, технологические процессы и другую НД и прошедшие аттестацию.
12.1.7 Для сварки трубопроводов и их элементов должны применяться следующие сварочные материалы:
- электроды покрытые металлические по ГОСТ 9466, ГОСТ 9467, ГОСТ 10052 или ТУ на изготовление и поставку конкретной марки электродов;
- электроды вольфрамовые сварочные по ГОСТ 23949;
|
|
|
- проволока стальная сварочная по ГОСТ 2246 или ТУ на конкретную марку проволоки;
- аргон газообразный по ГОСТ 10157 (высшего и первого сортов);
- диоксид углерода (углекислый газ) по ГОСТ 8050 (марка сварочная);
- флюс сварочный плавленый по ГОСТ 9087 или ТУ на поставку конкретной марки;
- кислород газообразный технический по ГОСТ 5583;
- ацетилен растворенный и газообразный технический по ГОСТ 5457.
12.1.8 Сварочные материалы должны быть аттестованы, иметь сертификаты и удовлетворять требованиям стандартов или ТУ.
12.1.9 При отсутствии сертификатов сварочные материалы допускается использовать только после проверки химического состава и механических свойств наплавленного металла на соответствие требованиям стандартов или ТУ.
12.1.10 При получении неудовлетворительных результатов по какому-либо виду испытаний или химическому анализу разрешаются повторные испытания. Их проводят на удвоенном числе образцов по тем видам испытаний, которые дали неудовлетворительные результаты. Если при повторных испытаниях получены неудовлетворительные результаты даже по одному из видов, всю партию сварочных материалов бракуют.
12.1.11 Для аустенитных сварочных материалов, предназначенных для сварки соединений, работающих при температуре 450°С и выше, необходимо проводить контроль количества ферритной фазы в соответствии с требованиями ГОСТ 9466, ГОСТ 2246. Содержание ферритной фазы в наплавленном металле должно быть не более 6%.
12.1.12 Сварочные материалы, предназначенные для сварки соединений из перлитных хромомолибденовых сталей, работающих в водородсодержащих средах при температуре выше 200°С, должны обеспечивать содержание хрома и молибдена в наплавленном металле не менее минимального содержания хрома и молибдена в свариваемой стали, установленного требованиями стандартов, ТУ или проекта.
12.1.13 При наличии требований по стойкости сварных соединений против межкристаллитной коррозии аустенитные сварочные материалы необходимо испытывать в соответствии с ГОСТ 6032.
12.1.14 Типы, конструктивные элементы подготовленных кромок и сварных швов должны соответствовать ГОСТ 16037, ГОСТ 22790 или других НД.
12.1.15 Резку труб и подготовку кромок под сварку необходимо проводить механическим способом. Допускается применение газовой резки для труб из углеродистых, низколегированных и теплоустойчивых сталей, а также воздушно-дуговой и плазменной резки для труб из всех марок сталей. При огневой резке труб должен быть предусмотрен припуск на механическую обработку.
12.1.16 Газовую, воздушно-дуговую и плазменную резку труб из закаливающихся теплоустойчивых сталей необходимо проводить с предварительным подогревом от 200°С до 250°С и медленным охлаждением под слоем теплоизоляции.
12.1.17 После огневой резки труб из закаливающихся теплоустойчивых сталей подготовленные под сварку кромки должны быть проконтролированы капиллярной или магнитопорошковой дефектоскопией или травлением. Обнаруженные трещины удаляют путем дальнейшей механической зачистки всей поверхности кромки.
12.1.18 Отклонение c от перпендикулярности подготовленных под сварку торцов к оси трубы (рисунок 12.1), измеренное наложением угольника на базовую поверхность длиной не менее 100 мм, не должно превышать следующих величин:
0,5 мм - для DN 65;
1,0 мм - для DN свыше 65 до 125 включительно;
1,5 мм - для DN свыше 125 до 500 включительно;
2,0 мм - для DN>500.
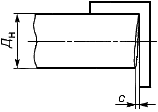
Рисунок 12.1
12.1.19 Сборка стыков труб под сварку должна проводиться с использованием центровочных приспособлений, обеспечивающих требуемую соосность стыкуемых труб и равномерный зазор по всей окружности стыка с помощью прихваток или временных технологических креплений, привариваемых на расстоянии 50-70 мм от торца труб.
Технологические крепления должны быть изготовлены из стали того же класса, что и свариваемые трубы. При сборке стыков из закаливающихся теплоустойчивых сталей технологические крепления могут быть изготовлены из углеродистых сталей.
12.1.20 При сборке стыков из аустенитных сталей с толщиной стенки трубы менее 8 мм, к сварным соединениям которых предъявляются требования стойкости к межкристаллитной коррозии, приварка технологических креплений не разрешается.
12.1.21 При сборке труб и других элементов с продольными швами последние должны быть взаимно смещены. Смещение должно быть не менее трехкратной толщины стенки свариваемых труб (элементов), но не менее 100 мм. При сборке труб и других элементов с номинальным диаметром 100 мм и менее продольные швы должны быть взаимно смещены на величину, равную одной четверти окружности трубы (элемента).
12.1.22 При сборке стыка необходимо предусмотреть возможность свободной усадки металла шва в процессе сварки. Не допускается выполнять сборку стыка с натягом.
12.1.23 При сборке труб и других элементов смещение кромок по наружному диаметру не должно превышать 30% от толщины тонкостенного элемента, но не более 5 мм. При этом плавный переход от элемента с большей толщиной стенки к элементу с меньшей толщиной обеспечивается посредством наклонного расположения поверхности сварного шва. Если смещение кромок превышает допустимое значение, то для обеспечения плавного перехода необходимо проточить конец трубы с большим наружным диаметром под углом не более 15°.
12.1.24 В собранных под сварку стыковых соединениях из труб и деталей одинаковой номинальной толщины, не подлежащих механической обработке после сварки в зоне шва, допускаемое смещение кромок (несовпадение поверхностей соединяемых деталей) должно быть не более соответствующих величин, указанных в таблице 12.1.
Таблица 12.1 - Нормы допускаемых смещений кромок при сборке поперечных стыковых соединений
В миллиметрах
| Номинальная толщина соединяемых деталей S | Максимальное допускаемое смещение кромок в стыковых соединениях |
| До 6 | 0,1S+0,3 |
| От 7 до 10 | 0,15S |
| Св. 10 до 20 | 0,05S+1,0 |
| Св. 20 | 0,1S, но не более 3 |
12.1.25 Смещение кромок B листов (рисунок 12.2), измеряемое по нейтральной оси, в стыковых продольных соединениях, определяющих прочность обечайки, не должно превышать B=0,1S, но не более 3 мм.
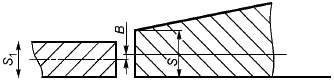
Рисунок 12.2 - Смещение кромок листов в стыковых продольных соединениях
12.1.26 При смещении кромок, превышающем допустимое значение согласно 12.1.24, 12.1.25, на трубе или детали сборочной единицы большей толщины должен быть обеспечен плавный переход под углом 15° к элементу меньшей толщины (рисунок 12.3).
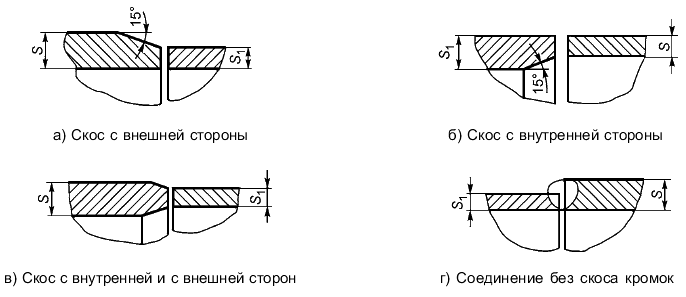
Рисунок 12.3 - Примеры конкретных форм перехода от большей толщины к меньшей
Конкретные формы указанного перехода должны устанавливаться конструкторской (проектной) документацией, исходя из требований расчета на прочность и из необходимости обеспечения контроля сварных соединений всеми предусмотренными методами.
12.1.27 Отклонение от прямолинейности собранного встык участка трубопровода, измеренное линейкой длиной 400 мм в трех равномерно расположенных по периметру местах на расстоянии 200 мм от стыка, не должно превышать:
1,5 мм - для трубопроводов PN>100 и трубопроводов I категории;
2,5 мм - для трубопроводов II-V категорий.
12.1.28 К качеству прихваток предъявляют такие же требования, как и к основному сварному шву. Прихватки, имеющие недопустимые дефекты, обнаруженные внешним осмотром, должны быть удалены механическим способом.
12.1.29 Сборка стыков труб и других элементов, работающих под давлением до 10 МПа (100 кгс/см ), для всех категорий трубопроводов, кроме категории I, может осуществляться на остающихся подкладных кольцах или съемных медных кольцах, если это предусмотрено в проектной документации.
Термическая обработка
12.2.1 Необходимость выполнения термической обработки сварных соединений и ее режимы (скорость нагрева, температура при выдержке, продолжительность выдержки, скорость охлаждения, охлаждающая среда и др.) должны быть указаны в ТУ, проектной или другой рабочей документации.
12.2.2 К проведению работ по термической обработке сварных соединений допускаются термисты-операторы, прошедшие специальную подготовку, выдержавшие соответствующие испытания и имеющие удостоверение на право производства этих работ.
12.2.3 Обязательной термообработке подлежат:
- стыковые соединения элементов из углеродистых сталей с толщиной стенки более 36 мм;
- сварные соединения штуцеров с трубами из углеродистых сталей при толщине стенки трубы и штуцера более 36 и 25 мм соответственно;
- стыковые соединения элементов из низколегированных марганцовистых и кремнемарганцовистых сталей с толщиной стенки более 30 мм;
- сварные соединения штуцеров с трубами из низколегированных марганцовистых и кремнемарганцовистых сталей при толщине стенки трубы и штуцера более 30 и 25 мм соответственно;
- стыковые соединения и сварные соединения штуцеров с трубами из хромокремнемарганцовистых, хромомолибденовых, хромомолибденованадиевых, хромованадиевольфрамовых и хромомолибденованадиевольфрамовых сталей независимо от толщины стенки. Для сварных соединений из стали марок 12ХМ, 12МХ и 15ХМ толщиной не более 12 мм, выполненных с применением электродов типа Э-09Х1М, термообработка не является обязательной при условии обеспечения твердости металла шва и зоны термического влияния не выше 240 НВ;
- стыковые соединения и сварные соединения штуцеров с трубами из углеродистых и низколегированных сталей, предназначенные для работы в средах, вызывающих коррозионное растрескивание (по требованию проекта);
- стыковые соединения и сварные соединения штуцеров с трубами из аустенитных сталей, стабилизированных титаном или ниобием, предназначенные для работы в средах, вызывающих коррозионное растрескивание, а также при температурах выше 350°С в средах, вызывающих межкристаллитную коррозию, должны подвергаться стабилизирующему отжигу (по требованию проекта);
- сварные соединения продольных швов лепестковых переходов из углеродистых и низколегированных сталей независимо от толщины стенки.
12.2.4 Для термической обработки сварных соединений может применяться как общий печной нагрев, так и местный по кольцу любым методом, обеспечивающим одновременный и равномерный нагрев сварного шва и примыкающих к нему с обеих сторон участков основного металла по всему периметру. Минимальная ширина нагреваемого участка до требуемой температуры не должна быть менее двойной толщины стенки в каждую сторону от границы сплавления, но не менее 50 мм.
12.2.5 Участки трубопровода, расположенные возле нагреваемого при термообработке кольца, должны быть покрыты теплоизоляцией для обеспечения плавного изменения температуры по длине.
12.2.6 Для трубопроводов из хромоникелевых аустенитных сталей независимо от величины рабочего давления применение газопламенного нагрева не допускается.
12.2.7 При проведении термической обработки должны соблюдаться условия, обеспечивающие возможность свободного теплового расширения и отсутствие пластических деформаций.
12.2.8 Термообработка сварных соединений должна проводиться без перерывов. При вынужденных перерывах в процессе термообработки (отключение электроэнергии, выход из строя нагревателя) необходимо обеспечить медленное охлаждение сварного соединения до 300°С. При повторном нагреве время пребывания сварного соединения при температуре выдержки суммируют с временем выдержки первоначального нагрева.
12.2.9 Режимы нагрева, выдержки и охлаждения при термической обработке труб и других элементов должны регистрироваться самопишущими приборами.
12.2.10 Термообработку одного и того же сварного соединения допускается проводить не более трех раз. Количество термообработок в режиме отпуска не ограничивается.
12.2.11 После холодной гибки гнутые участки труб из углеродистых и низколегированных сталей подлежат термической обработке, если отношение среднего радиуса гиба к номинальному наружному диаметру трубы составляет менее 3,5, а отношение номинальной толщины стенки трубы к ее номинальному наружному диаметру превышает 0,05; гнутые участки труб из аустенитных сталей подлежат термической обработке независимо от диаметра и толщины стенки трубы.
12.2.12 После горячей гибки термическую обработку гнутых участков труб допускается не проводить, если температура конца деформации не ниже 700°С для углеродистых и низколегированных сталей и не ниже 850°С для аустенитных сталей.
Дата добавления: 2018-09-23; просмотров: 539; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!