Требования к конструкции трубопроводов
Общее требование
Конструкция трубопровода должна предусматривать возможность выполнения всех видов контроля. Если конструкция трубопровода не позволяет проводить наружный и внутренний осмотры или гидравлическое испытание, автор проекта должен указать методику, периодичность и объем контроля, выполнение которых обеспечит своевременное выявление и устранение дефектов.
Фланцевые и другие соединения
6.2.1 Фланцы принимают по [5]. Фланцы типа 01 (плоские) применяют для трубопроводов, работающих при номинальном давлении PN  25 или при температуре среды не выше 300°С. Не допускается применять плоские фланцы в трубопроводах в условиях циклических нагрузок с числом циклов свыше 2·10
25 или при температуре среды не выше 300°С. Не допускается применять плоские фланцы в трубопроводах в условиях циклических нагрузок с числом циклов свыше 2·10  за весь срок службы, а также в средах, вызывающих коррозионное растрескивание.
за весь срок службы, а также в средах, вызывающих коррозионное растрескивание.
6.2.2 Крепежные детали и прокладки принимают в соответствии с ГОСТ 20700, [5], [6] и НД.
Для трубопроводов с группой сред А и Б и PN 10 следует применять фланцы на PN 16.
6.2.3 Для трубопроводов, работающих при номинальном давлении PN>25 независимо от температуры, а также для трубопроводов с рабочей температурой выше 300°С независимо от давления применяют фланцы приварные встык типа 11 по [5].
6.2.4 Выбор типа уплотнительной поверхности фланцев трубопроводов для мягких прокладок в зависимости от группы сред, например для прокладок по ГОСТ 481, приведен в приложении Р.
6.2.5 Для трубопроводов, транспортирующих вещества групп А и Б технологических объектов I категории взрывопожароопасности, а также высокоорганический теплоноситель (ВОТ), не допускается применение фланцев с соединительным выступом, за исключением случаев применения СНП с ограничительными кольцами [6].
|
|
|
6.2.6 Гладкую уплотнительную поверхность фланцев под СНП рекомендуется обработать в виде концентрических или спиральных канавок с шероховатостью Ra от 3,2 до 6,3 мкм скругленным резцом с последующей подшлифовкой поверхности от заусенцев и острых кромок (радиус инструмента не менее 1,5 мм, количество пазов от 1,8 до 2,2 на 1 мм) согласно нормам [7].
6.2.7 Для прокладок, требующих замкнутого объема, следует применять фланцы с уплотнительной поверхностью по [5], исполнения L, M "шип-паз" [например, прокладки из политетрафторэтилена (PTFE)].
6.2.8 При сборке фланцевых соединений сборочных единиц уплотнительные поверхности приварных фланцев должны быть перпендикулярны к осям труб и деталей и соосны с ними согласно 11.3.1.
Допускаемые отклонения от параллельности уплотнительных поверхностей фланцев не должны превышать 10% от толщины прокладки.
Отклонение уплотнительной поверхности фланца от плоскостности должно быть не более 1 мм на 100 мм наружного диаметра фланца (рисунок 6.1).
|
|
|
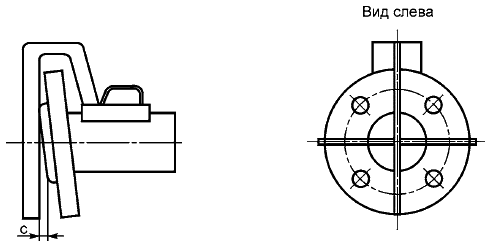
Рисунок 6.1 - Измерительный шаблон для проверки отклонений
6.2.9 При установке штуцеров и люков (угловое соединение):
- отклонение по высоте (вылету) штуцеров не должно быть более ±5 мм;
- позиционное отклонение осей штуцеров не должно быть более ±10 мм.
6.2.10 При сборке фланцевых соединений должно обеспечиваться симметричное расположение отверстий под болты и шпильки относительно вертикальной и горизонтальной осей фланцев и не совпадать с ними. Несовпадение отверстий соединяемых фланцев не должно превышать половины разности номинальных диаметров отверстия и устанавливаемого болта (шпильки).
6.2.11 При сборке труб и деталей трубопроводов с плоскими фланцами расстояние от поверхности фланцев до торца трубы (детали) должно быть не менее высоты катета шва плюс 1 мм.
6.2.12 При сборке фланцевых соединений должны быть выполнены следующие требования:
- гайки болтов должны быть расположены с одной стороны фланцевого соединения;
- длина шпилек (болтов) должна обеспечивать превышение резьбовой части над гайкой не менее чем на 1 шаг резьбы, не считая фаски;
|
|
|
- гайки соединений с мягкими прокладками затягивают равномерно по способу крестообразного обхода: сначала затягивают одну пару противоположно расположенных болтов, затем - вторую, находящуюся под углом 90° к первой, и после этого таким же способом затягивают все болты;
- гайки соединений с металлическими прокладками затягивают по способу кругового обхода (при трех- или четырехкратном круговом обходе равномерно затягивают все гайки);
- крепежные детали во фланцевых соединениях должны быть одной партии. Порядок сборки фланцевых соединений, контроль усилия затяжки крепежных деталей должны быть приведены в производственных инструкциях предприятия-изготовителя с соблюдением требований ГОСТ 20700;
- болты и шпильки соединений трубопроводов, работающих при температуре свыше 300°С, предварительно должны быть покрыты графитовой смазкой, предохраняющей их от заедания и пригорания;
- фланцы на замыкающих концах сборочных единиц приваривают только в случаях, когда расположение отверстий в них не ограничено. Фланцы, связанные с аппаратами, арматурой или фланцами на других узлах, после уточнения их положения по месту следует приваривать на монтаже.
|
|
|
6.2.13 Кроме фланцевых соединений, можно применять другие виды разъемных соединений (согласно 31.24).
Ответвления (врезки)
6.3.1 Ответвление от трубопровода выполняют одним из способов, показанных на рисунке 6.2. Не допускается усиление ответвлений с помощью ребер жесткости.
Присоединение ответвлений по способу а (рисунок 6.2) применяют в тех случаях, когда ослабление основного трубопровода компенсируется имеющимися запасами прочности соединения.
Допускаются также врезки в трубопровод по касательной к окружности поперечного сечения трубы для исключения накопления продуктов в нижней части трубопровода.
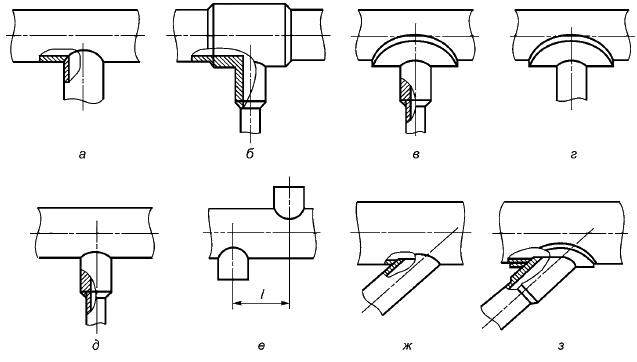
а - без укрепления; б - с помощью тройника; в - укрепленное штуцером и накладкой; г - укрепленное накладкой; д - укрепленное штуцером; е - крестообразное; ж - наклонная врезка без укрепления; з - наклонная врезка с укреплением штуцером и накладкой
Рисунок 6.2 - Ответвления на технологических трубопроводах
6.3.2 Сваренные из труб тройники, штампосварные отводы, тройники и отводы из литых по электрошлаковой технологии заготовок допускается применять на давление до 35 МПа (350 кгс/см  ). При этом все сварные швы и металл литых заготовок подлежат контролю УЗД в объеме 100%.
). При этом все сварные швы и металл литых заготовок подлежат контролю УЗД в объеме 100%.
6.3.3 Сварные крестовины и крестовые врезки допускается применять на трубопроводах из углеродистых сталей при рабочей температуре не выше 250°С.
Крестовины и крестовые врезки из электросварных труб допускается применять при номинальном давлении до PN 16 вкл.
Крестовины и крестовые врезки из бесшовных труб допускается применять при номинальном давлении не более PN 25 (при условии изготовления крестовин из труб с номинальным давлением не менее PN 40).
6.3.4 Врезку штуцеров в сварные швы трубопроводов следует устраивать с учетом 11.2.7.
Отводы
6.4.1 Для трубопроводов применяют, как правило, крутоизогнутые отводы, изготовленные из бесшовных и сварных прямошовных труб методом горячей штамповки или протяжки, например изготовленные в соответствии с ГОСТ 17375, а также гнутые и штампосварные. При диаметре DN>400 выполняют подварку корня шва, сварные швы подвергают 100%-ному УЗД или РД.
6.4.2 Гнутые отводы, изготовляемые из бесшовных труб, применяют в тех случаях, когда требуется максимально снизить гидравлическое сопротивление трубопровода, например на трубопроводах с пульсирующим потоком среды (с целью снижения вибрации), а также на трубопроводах при номинальном диаметре DN 25. Необходимость термообработки определяют по 12.2.11.
6.4.3 Пределы применения гнутых отводов из труб действующего сортамента должны соответствовать пределам применения труб, из которых они изготовлены.
Длина прямого участка от конца трубы до начала гнутого участка должна быть не менее 100 мм.
6.4.4 В трубопроводах допускается применять сварные секторные отводы номинальным диаметром DN 500 при номинальном давлении PN 40 и номинальным диаметром DN>500 при номинальном давлении PN 25.
При изготовлении секторных отводов угол между поперечными сечениями сектора не должен превышать 22,5°. Расстояние между соседними сварными швами по внутренней стороне отвода должно обеспечивать доступность контроля этих швов по всей длине шва.
Для изготовления секторных отводов не допускается применение спиральношовных труб, при диаметре более 400 мм применяют подварку корня шва, сварные швы подвергают 100%-ному ультразвуковому или радиографическому контролю.
Сварные секторные отводы не следует применять в случаях:
- больших циклических нагрузок, например, от давления (более 2000 циклов);
- необеспеченности самокомпенсации за счет других трубных элементов.
Переходы
6.5.1 В трубопроводах следует применять, как правило, переходы штампованные, например изготовленные в соответствии с ГОСТ 17378, вальцованные из листа с одним сварным швом, штампосварные из половин с двумя сварными швами.
Пределы применений стальных переходов должны соответствовать пределам применения присоединяемых труб аналогичных марок сталей и аналогичных рабочих (расчетных) параметров.
6.5.2 Допускается применение лепестковых переходов для трубопроводов с номинальным давлением PN 16 и номинальным диаметром DN 500.
Не допускается устанавливать лепестковые переходы на трубопроводах, предназначенных для транспортирования сжиженных газов и веществ групп А и Б.
6.5.3 Лепестковые переходы следует сваривать с последующим 100%-ным контролем сварных швов ультразвуковым или радиографическим методом.
После изготовления лепестковые переходы следует подвергать термообработке.
Заглушки
6.6.1 Приварные плоские и ребристые заглушки из листовой стали рекомендуется применять для трубопроводов при номинальном давлении PN 25.
6.6.2 Заглушки, устанавливаемые между фланцами, не следует применять для разделения двух трубопроводов с различными средами, смешение которых недопустимо.
6.6.3 Пределы применения заглушек и их характеристики по материалу, давлению, температуре, коррозии и т.д. должны соответствовать пределам применения фланцев.
6.7 Трубопроводы, работающие при номинальном давлении свыше 10 МПа (100 кгс/см )
Общие требования
6.7.1.1 Соединения элементов трубопроводов, работающих под давлением до 35 МПа (350 кгс/см ), рекомендуется производить сваркой. Применяют только стыковые без подкладного кольца сварные соединения. Фланцевые и другие соединения допускается предусматривать в местах подключения трубопроводов к аппаратам, арматуре и другому оборудованию, а также на участках трубопроводов, требующих в процессе эксплуатации периодической разборки или замены.
6.7.1.2 В трубопроводах, предназначенных для работы под давлением до 35 МПа (350 кгс/см ) включительно, допускается вварка штуцеров на прямых участках, а также применение тройников, сваренных из труб и штампосварных колен с двумя продольными швами при условии проведения 100%-ного контроля сварных соединений методом УЗД или РД.
6.7.1.3 Вварка штуцеров в гнутые элементы (в местах гибов) трубопроводов не допускается.
В обоснованных случаях на гибах трубопроводов, работающих под давлением до 35 МПа, может быть допущена вварка одного штуцера внутренним диаметром не более 25 мм.
6.7.1.4 Для соединения элементов трубопроводов из высокопрочных сталей с временным сопротивлением разрыву не менее 650 МПа (6500 кгс/см ) должны использоваться фланцевые, муфтовые и другие соединения. В технически обоснованных случаях могут быть допущены сварные соединения таких сталей.
6.7.1.5 В местах расположения наиболее напряженных сварных соединений и точек измерения остаточной деформации, накапливаемой при ползучести металла, должны быть предусмотрены съемные участки изоляции.
Дата добавления: 2018-09-23; просмотров: 718; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!