Этот способ применяют для предварительного нарезания ходовых резьб на длинных деталях (ходовые винты и т. п.).
В автомобильной и мотоциклетной промышленности этот метод для нарезания резьбы не применяют.
Гребенчатую (групповую) фрезу можно себе представить как набор отдельных дисковых фрез, посаженных на одну оправку. На самом деле это дельная фреза, на которой выточены кольцевые канавки. Длина фрезы на двойную или тройную величину шага больше длины нарезаемой резьбы. Профиль канавок находится в соответствии с нарезаемой резьбой. Режущие кромки зубьев получаются путем образования винтовых поперечных канавок во фрезе.
Для нарезания наружных резьб применяют насадные групповые фрезы, для внутренних резьб - фрезы с хвостовиками. Обработку производят на резьбо-фрезерных станках для коротких резьб.
При нарезании резьбы ось групповой фрезы располагают параллельно оси вращения нарезаемой детали. При повороте последней на один оборот фреза перемещается на величину одного шага резьбы (рис.9, б). Нарезание всей резьбы происходит за 1,15-1,25 оборота детали. Дополнительные 0,15-0,25 оборота нужны для получения полной резьбы, т. е. для перекрытия участка врезания фрезы на каждой из ниток резьбы, которые все нарезаются одновременно. Фрезерование резьбы в автомобильной и мотоциклетной промышленности применяют лишь в тех случаях, когда неосуществимы другие, более производительные методы. Фрезерование резьбы в 20-25 раз менее производительно, чем накатывание ее плоскими плашками, и в 4-5 раз менее производительно, чем нарезание резьбы самораскрывающимися головками на болторезных станках.
|
|
|
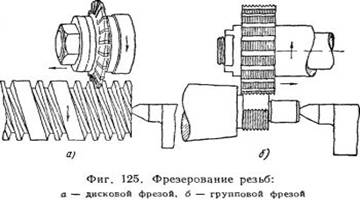
Рисунок 9. (Фрезерование резьб)
Шлифование точной резьбы.
Шлифование как способ создания резьбы применяется главным образом для получения точной резьбы на сравнительно коротких резьбовых деталях, например резьбовых пробках — калибрах, резьбовых роликах и т. д.
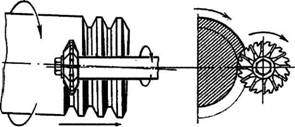
Рисунок 10. (Шлифование точной резьбы)
Сущность процесса заключается в том, что шлифовальный круг, расположенный к детали под углом подъемна резьбы, при быстром вращении и при одновременном медленном вращении детали с подачей вдоль оси на величину шага резьбы за один оборот вырезает (вышлифовывает) часть поверхности детали. В зависимости от конструкции станка и ряда других факторов резьба шлифуется за два-четыре и более прохода (рис.10 ).
Список используемой литературы
1) Анурьев В. И.- "Справочник конструктора-машиностроителя"
2) Якухин В.Г., Ставров В.А.- "Изготовление резьб"
3) Данилевский В. В.- "Справочник технолога машиностроителя"
Дата добавления: 2018-05-02; просмотров: 219; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!