Классификация фасонных поверхностей. Методы обработки фасонныхповерхностей фасонным инструментом.
Виды фасонных поверхностей. Фасонные поверхности - это такие поверхности, форма которых отличается от плоскости, цилиндра или конуса, т. е. простейших поверхностей с прямолинейной производящей. Винтовые поверхности, поверхности зубьев шестерен и шлицев, являющиеся распространенными элементами деталей машин, - также фасонные поверхности, но их обработка рассмотрена ниже в соответствующих главах.
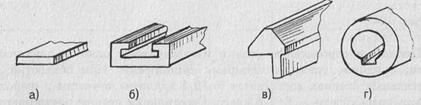
В технологии машиностроения по Виды плоских поверхностей: плиты (а), направляющие (в) - открытые поверхности; Т-образные пазы (б), шпоночные канавки (г) - закрытые поверхности
ка не существует классификации фасонных поверхностей. Однако применительно к технологии механической обработки их можно подразделить на следующие основные виды:
Простые фасонные поверхности с незамкнутым контуром профиля:
а) фасонные поверхности тел вращения; их производящая - незамкнутая кривая линия (профиль), направляющая - окружность; профиль поверхности одинаков во всех продольных сечениях тела, проходящих через ось вращения; эти поверхности могут быть расположены как по периферии, так и на торце детали;
б) фасонные поверхности с незамкнутой направляющей; их прямолинейная или криволинейная производящая перемещается по криволинейной замкнутой направляющей (профилю); при прямолинейной производящей профиль одинаков во всех сечениях тела, перпендикулярных к ней.
2) Простые фасонные поверхности с замкнутой направляющей (поверхности деталей типа эксцентриков). Эти поверхности образованы перемещением прямолинейной производящей по криволинейной замкнутой направляющей (профилю). В этом случае профиль поверхности одинаков во всех сечениях, перпендикулярных к производящей.
|
|
|
3) Сложные фасонные поверхности:
а) сложные фасонные поверхности, образующиеся перемещением криволинейной производящей (профиля) по криволинейной направляющей:
б) сложные фасонные поверхности с переменными (деформирующимися) производящими.
Приведенная классификация охватывает только часть тех фасонных поверхностей, которые подвергаются механической обработке на станках. Формы не подвергающихся механической обработке поверхностей штампованных и литых деталей весьма разнообразны. Соответственно разнообразны формы поверхностей штампов и моделей. В данном учебнике описываются лишь те методы обработки, которые применяют в производственных механических цехах автомобильных и мотоциклетных заводов.
Обработка фасонными резцами
Для обработки галтелей, резьбы и других фасонных поверхностей применяют фасонные резцы Профиль режущей кромки этих резцов полностью совпадает с профилем обрабатываемой поверхности и поэтому передняя поверхность резца должна устанавливаться точно на линии центров станка Работа фасонными резцами. Для получения правильного профиля обрабатываемой детали фасонный резец необходимо устанавливать так, чтобы его режущая кромка была точно на высоте центров станка. Положение фасонного резца, если на него смотреть сверху, следует проверять посредством маленького угольника. Если одну кромку такого угольника приложить к цилиндрической поверхности детали (вдоль ее оси), а другую подвести к боковой, поверхности обыкновенного или призматического резца, или к торцовой поверхности дискового резца, то между угольником и резцом не должно быть неравномерного просвета.
|
|
|
При закреплении фасонных резцов необходимо особенно тщательно выполнять общие правила закрепления резцов.
Подача фасонного резца в большинстве случаев осуществляется вручную. Она должна быть равномерной и не превышать 0,05 мм/об при ширине резца 10—20 мм и 0,03 мм/об при ширине свыше 20 мм. Подача должна быть тем меньше, чем меньше диаметр обрабатываемой детали. При обработке участка детали, расположенного близко к патрону (или к задней бабке), подачу можно брать больше, чем при обработке участка, расположенного сравнительно далеко от патрона (или от задней бабки).
|
|
|
При обработке фасонных поверхностей стальных деталей следует применять охлаждение маслом. Поверхность детали получается при этом гладкой и даже блестящей. Фасонные поверхности чугунных, бронзовых и латунных деталей обрабатываются без охлаждения.
Правильность фасонной поверхности проверяется шаблоном. Между обработанной поверхностью и шаблоном не должно быть просвета.
Если обрабатываемая поверхность детали имеет большие перепады диаметров разных участков, то при работе фасонным резцом приходится снимать много металла. Во избежание быстрого износа резца предварительную обработку такой поверхности надо производить обдирочным резцом, профиль которого подобен профилю окончательного фасонного резца, но значительно проще его.
Дата добавления: 2016-01-05; просмотров: 9; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!