Прогрессивные методы обработки фасонных поверхностей.
Обработка фасонных поверхностей
К фасонным поверхностям относят такие, которые по форме не являются цилиндрическими телами вращения или плоскостями. К фасонным поверхностям можно отнести, в частности, конусные и резьбовые поверхности.
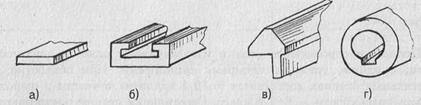
Виды плоских поверхностей: плиты (а), направляющие (в) - открытые поверхности; Т-образные пазы (б), шпоночные канавки (г) - закрытые поверхности
Фасонные поверхности тел вращения можно обрабатывать на токарно-винторезных и револьверных станках, а также автоматах. На токарно-винторезных станках для получения фасонной поверхности чаще используют стержневые фасонные резцы, которым сообщается движение поперечной подачи (при вращающейся заготовке). На других станках кроме стержневых применяют круглые, призматические и тангенциальные фасонные резцы, которые позволяют производить большое количество их переточек. Заготовки, имеющие длинные фасонные поверхности, можно обрабатывать на токарно-винторезных станках обычным проходным резцом по копиру, устанавливаемому вместо конусной копировальной линейки. С этой целью в серийном производстве применяют гидрокопировальный суппорт. Внутренние фасонные поверхности получают стержневыми резцами небольших размеров, устанавливаемыми в специальных державках.
Наружные конические поверхности можно получать на токарных станках следующими методами:
— с помощью копировальной линейки, устанавливаемой на станине станка;
|
|
|
— поперечным смещением задней бабки (вместе с центром, поддерживающим заготовку);
широким резцом (при длинах конусов до 25 — 30 мм) (широким резцом можно обрабатывать конусы как с поперечной подачей, так и с продольной, например снятие конусных фасок на заготовках цилиндрической формы);
— поворотом каретки верхнего суппорта на угол конуса.
Внутренние конические поверхности обрабатывают широким резцом, сообщая ему поперечную подачу, по копировальной линейке или поворотом каретки верхнего суппорта.
Для обработки внутренних конусов иногда применяют конические зенкеры и развертки, которые изготовляют комплектно по 2 — 3 штуки. Форма последней чистовой развертки полностью соответствует обрабатываемому конусу по чертежу.
Чистовая обработка наружных фасонных поверхностей тел вращения выполняется на круглошлифовальных станках абразивными кругами, спрофилированными алмазом или накатками для безалмазной правки (профильными катушками с радиальными прорезами). Шлифование ведется с поперечной подачей. С этой целью можно использовать и бесцентрово-шлифовальные станки, применяя метод поперечной подачи (ведущий круг в этом случае не поворачивают).
|
|
|
Внутренние фасонные поверхности шлифуют на внутришлифовалъных станках с малыми поперечными подачами абразивного круга и небольшими глубинами резания. Конические отверстия шлифуют на этих же станках с продольной подачей круга.
Для полирования фасонных поверхностей с целью уменьшения их шероховатости применяют абразивно-жидкостную отделку. Этот процесс состоит в том, что на обрабатываемую поверхность под повышенным давлением с высокой скоростью направляют струю антикоррозионной жидкости со взвешенными в ней мелкими абразивными зернами, которые, ударяясь о поверхность, сглаживают микронеровности. Продолжительность и эффективность процесса зависят от размеров абразивных зерен, давления жидкости и угла, под которым подается жидкость на поверхность. Эта операция кроме полирования поверхности обеспечивает ее упрочнение.
Абразивно-жидкостная отделка особенно рентабельна при полировании внутренних фасонных поверхностей, когда применение других методов чистовой обработки затруднено. При этом процессе в фасонное отверстие вращающейся заготовки жидкость со взвешенными абразивными зернами подается через сопло. Заготовке придают поступательное движение.
|
|
|
Фасонные поверхности, оформляющие какую-либо сторону заготовки, не являющейся телом вращения, обрабатывают фасонными фрезами на горизонтально-фрезерных станках при продольной подаче заготовки, устанавливаемой на столе 'станка. Иногда такие фасонные поверхности обрабатывают На строгальных станках стержневыми фасонными резцами.
Шлифование фасонных поверхностей на такого рода заготовках выполняется на плоскошлифовальных станках при продольном перемещении стола с заготовкой. Поперечная подача в этом случае отсутствует. Абразивный круг профилируют алмазом с помощью специального приспособления или накаткой.
Дата добавления: 2016-01-05; просмотров: 29; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!