Припуск на механическую обработку
Выбор баз. Понятие о схемах базирования. Обработка основных поверхностей.
Проектирование технологических процессов связано с выбором баз.
Базирование – придание заготовке или изделию требуемого положения относительно выбранной системы координат.
База – поверхность или выполняющее эту же функцию сочетание поверхностей, ось, точка, принадлежащая заготовке и используемая для базирования.

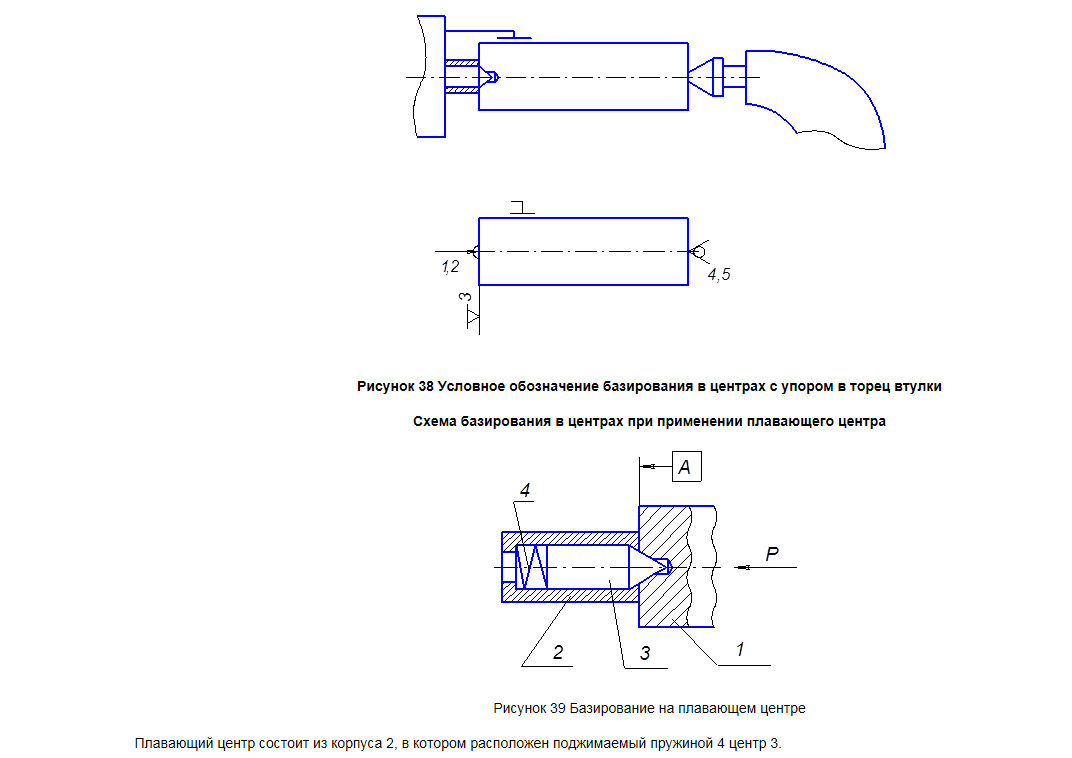
При закреплении детали на станке в центрах используется схема базирования – по центровым отверстиям.
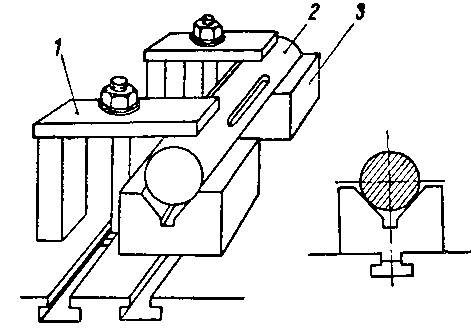
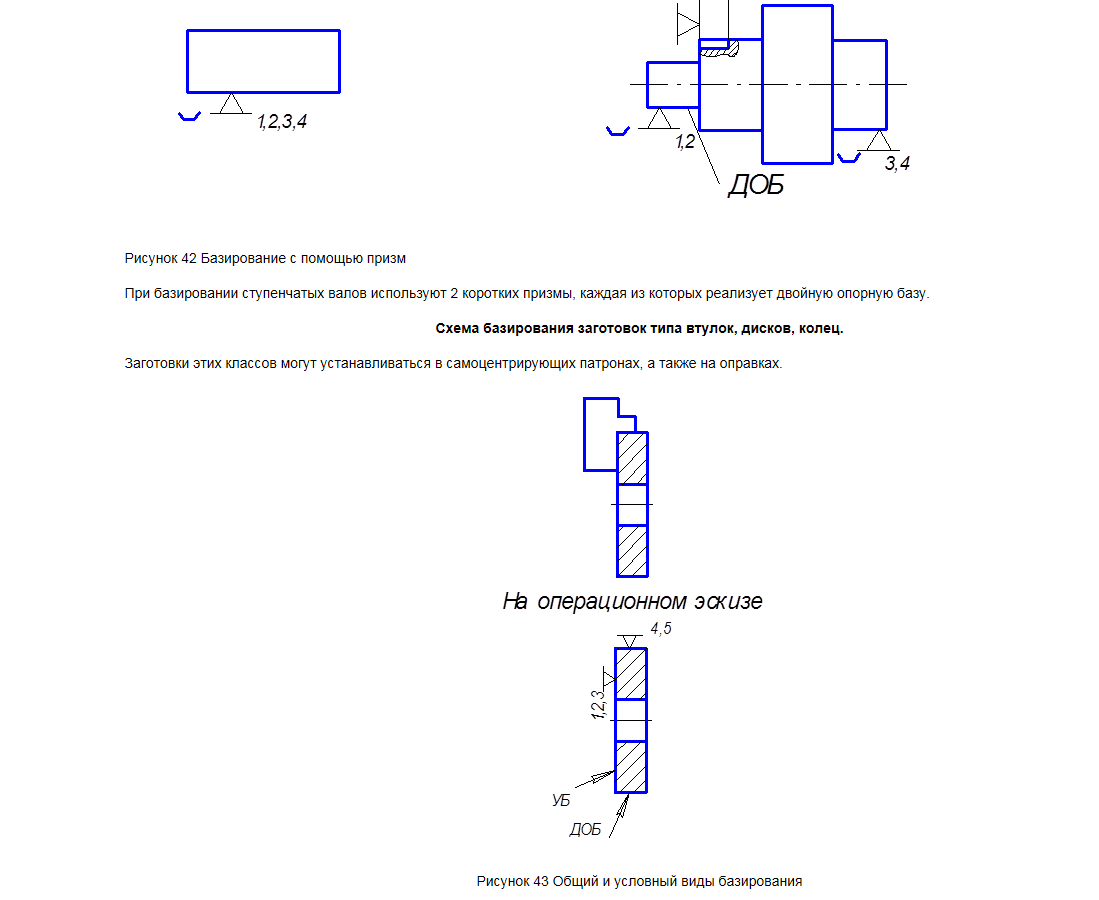
При закреплении детали на станке в призмах используется схема базирования – по наружным цилиндрическим поверхностям и торцу заготовки.






Обработка основных поверхностей
После выбора установочных баз производят расчет припусков, в результате которого с учетом заданной точности и шероховатости поверхности определяют необходимые переходы, находят промежуточные размеры заготовки по всем переходам от готовой детали до черновой заготовки, устанавливают допуски на межоперационные размеры в пределах заданного квалитета точности.
При этих расчетах выявляют целесообразность раздельного выполнения черновой и чистовой, а в ряде случаев получистовой обработки.
При разделении процесса на черновые и чистовые операции поверхности детали получают окончательную форму и размер не сразу: их обрабатывают несколько раз на разных операциях; каждая предшествующая операция подготавливает поверхность к обработке на последующей операции.
При переходе от одной операции к другой точность поверхности постепенно повышается; возрастает и точность ее расположения относительно других поверхностей детали.
Целесообразность деления процесса на черновые и чистовые операции:
· При обработке какой-либо поверхности нельзя избежать некоторого искажения ранее обработанных поверхностей из-за перераспределения внутренних напряжений в детали при снятии припуска и вследствие закрепления детали при обработке.
· Если какую-либо поверхность сразу же обработать окончательно с высокой точностью, то она в результате перераспределения внутренних напряжений, вызванного обработкой других поверхностей, неизбежно потеряет свою точность. Кроме того, эта поверхность может быть повреждена при закреплении детали, а также при транспортировке детали с операции на операцию.
· Искажения от внутренних напряжений тем меньше, чем тоньше снимаемый слой металла. При чистовой операции, т. е. при окончательной обработке, снимаются небольшие припуски, и деталь уже не может получить существующих искажений.
· Особенно важно делить процесс на черновые и чистовые операции при обработке нежестких деталей.
· Разделение процесса позволяет рационально использовать не только оборудование, но и особенности различных методов обработки.
Например, черновой обработкой удаляется большая часть общего припуска, но при этом не требуется высокая точность; стало быть, черновая обработка может выполняться на станках, позволяющих снимать стружку большего сечения.
Окончательную обработку, назначение которой — довести деталь до заданной точности, можно производить на других станках и другими методами, обеспечивающими эту точность.
Например, черновую и чистовую обработку цилиндрических поверхностей можно выполнить на токарных станках, а окончательную — на шлифовальном и в целом достичь наилучших результатов как по производительности, так и по точности.
Припуск на механическую обработку
Припуском на обработку называется слой металла, подлежащий удалению с поверхности заготовки в процессе обработки для получения готовой детали.
Размер припуска определяют разностью между размером заготовки и размером детали по рабочему чертежу;
При обработке плоскостей припуск задается на сторону.

Припуски подразделяют на общие, т. е. удаляемые в течение всего процесса обработки данной поверхности, и межоперационные, удаляемые при выполнении отдельных операций.
Общий припуск на обработку равен сумме межоперационных припусков по всем технологическим операциям — от заготовки до размера.
Межоперационный припуск равен сумме припусков, отведённых на черновой, получистовой и чистовой проходы на данной операции.
Припуск при обработке тел вращения.

Понятие двухстороннего припуска чаще всего относится к обработке цилиндрических поверхностей и оно равнозначно понятию припуска на диаметр. Численные значения припуска прямо связаны с режимами резания при обработке (глубиной резания).
Припуски не должны быть чрезмерно большими, чтобы не удорожать обработку и должны гарантировать качественное изготовление деталей по всем параметрам точности и состоянию поверхностного слоя.
В технологии машиностроения, общего и специального энергомашиностроения различают два подхода к назначению припусков на механическую обработку: опытно-статистический и расчётно-аналитический.
Дата добавления: 2021-12-10; просмотров: 35; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!