Выбор инструментального материала
В соответствии с заданной маркой обрабатываемого материала выбираем в качестве инструментального материала для резца сталь Р6М5, ГОСТ 19266-73.
Выбор основных конструктивных параметров дискового фасонного резца
В зависимости от максимальной глубины профиля обрабатываемой детали
 (1.1)
(1.1)
по табл.1.1 определяем основные конструктивные параметры резца:
D =40h13; d = 13H8;d1 = 20мм;bmax = 10 мм; К = 3мм; R = 1 мм;d2 = 20мм; l2 = 3 мм.
Таблица 1.1
Конструктивные параметры дисковых фасонных резцов, мм
| Глубина профиля детали | Параметры фасонного резца | Рифления | ||||||
| Диаметры | Ширина | Зазор | Радиус | Диаметр | Длина | |||
| tmax | D(h13) | d(H8) | d1 | bmax | K | R | d2 | l2 |
| До 4 | 30 | 10 | 16 | 7 | 3 | 1 | - | - |
| 4 – 6 | 40 | 13 | 20 | 10 | 3 | 1 | 20 | 3 |
| 6 – 8 | 50 | 16 | 25 | 12 | 4 | 1 | 26 | 3 |
| 8 – 10 | 60 | 16 | 25 | 14 | 4 | 2 | 32 | 3 |
| 10 – 12 | 70 | 22 | 34 | 17 | 5 | 2 | 35 | 4 |
| 12 – 15 | 80 | 22 | 34 | 20 | 5 | 2 | 40 | 4 |
| 15 – 18 | 90 | 22 | 34 | 20 | 5 | 2 | 45 | 5 |
| 18 – 21 | 100 | 27 | 40 | 26 | 5 | 2 | 50 | 5 |
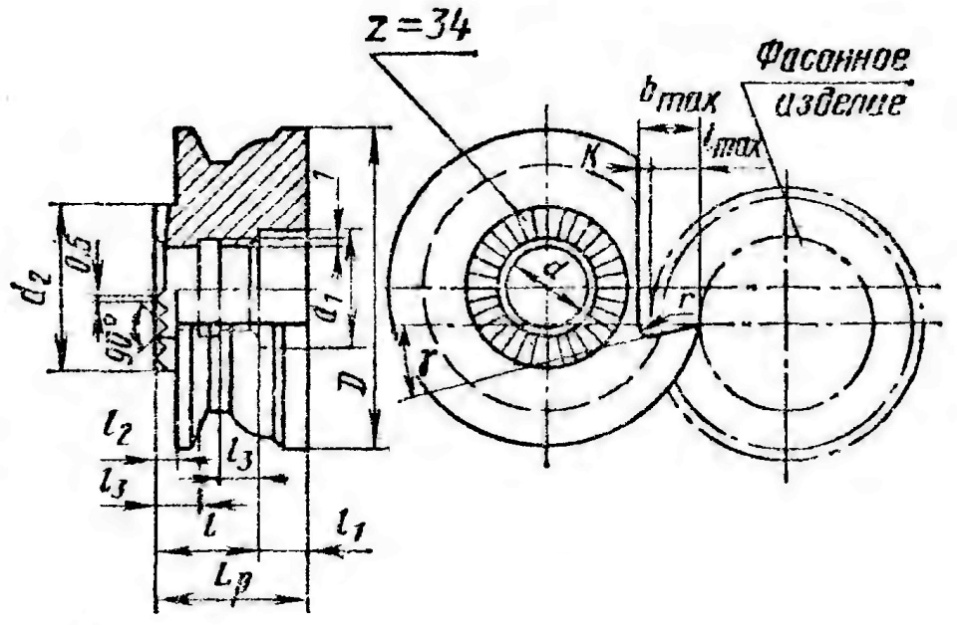
Рисунок 1.3 – Общая схема построения круглого фасонного резца
Выбор геометрических параметров режущей части резца
В зависимости от марки и физико-механических свойств обрабатываемого материала и марки (рисунок 1.2) инструментального материала по табл.1.2 для периферийной точки 1профиля резца выбираем γ1 = 20°; α1 = 12°.
Таблица 1.2
Геометрические параметры дисковых фасонных резцов
| Обрабатываемый материал | Предел прочности | Твердость | Передний угол γ | Задний угол α | |
| Материал режущей части | |||||
| σв, МПа | НВ | быстрорежущая сталь | твердый сплав | ||
| Медь, алюминий | - | - | 25 – 30 | 8 - 15 | |
| Сталь | До 500 | До 150 | 20 – 25 | 10 - 15 | 10 - 12 |
| Сталь | 500 – 800 | 150 – 235 | 10 – 20 | 10 - 15 | 10 - 12 |
| Сталь | 800 – 1000 | 235 – 290 | 10 – 15 | 0 – 5 | 10 - 12 |
| Сталь | 1000 – 1200 | 290 – 350 | 5 – 10 | 0 – 5 | 10 - 12 |
| Бронза, латунь | - | - | 0 – 5 | 8 - 10 | |
| Чугун | - | До 150 | 15 | 0 | 8 - 10 |
| Чугун | - | 150 – 200 | 12 | 0 | 8 - 15 |
| Чугун | - | 200 – 250 | 8 | 0 | 8 - 10 |
Высота установки резца относительно линии центров
hр = Rsinα0, мм, (1.2)
где
R – наружный радиус резца, мм;
α0 – задний угол резца впериферийной точке профиля, град.
hp = Rsinα1 = 20sin12° = 4,16 мм. (1.3)
Расстояние от оси резца до плоскости передней поверхности
Нр = Rsin(γ0 + α0), мм, (1.4)
где
γ0 – передний угол резца в периферийной точке профиля, град;
α0 – задний угол резца впериферийной точке профиля, град. (см. рисунок 1.1)
Hp = Rsin(γ1 + α1) = 20sin(20°+12°) = 10,60 мм. (1.5)
Определение длины резца
При обработке заготовок из прутка
L = lд+S1+2S2+S3=28+3+3+5=40 мм. (1.6)
где lд-длина детали, равная 29 мм;
S1 - дополнительная режущая кромка для отрезки детали от прутка (S1 на 0,5-1,0 мм больше ширины отрезного резца);
S2 - перекрытие режущей кромки, равное 1..3 мм;
S3 - упрочняющая часть резца, равная 2..5 мм.
Расчет производим по схеме, изображенной на рисунке 1.4[4, с.137].

Рисунок 1.4 –Схема определения длины резца
Выбор глубины заточки
По максимальной глубине профиля детали tmax по табл.1.1выбираем глубину выточки по передней поверхности резца К = 3 мм.
Коррекционный расчет профиля резца
При расчете круглых фасонных резцов заданными величинами являются углы а и у, наружный радиус резца R1,соответствующий базовой точке 1.
Размеры C2,…,i,лежащие в передней плоскости резца, найдены в общей части расчета. Задача коррекционного расчета сводится к определению радиусов резца, соответствующим другим точкам профиля детали, т.е.R2,…,Ri,а также высотных размеров профиля в осевом сечении резца Bi.
Размер H служит для контроля правильности заточки резца.
Коррекционный расчет профиля резца производим по схеме, изображенной на рис. 1.4.
Исходные данные: чертеж обработанной детали (рис.1.1), где
- диаметры:
 ;
;  ;
;  .
.
- продольные размеры:
 ;
;  ;
;  ;
;  ;
;  .
.
1. Подготовка чертежа детали к расчету фасонных резцов:
- диаметры:
 ;
;  ;
; 
- радиусы:
 ;
;  ;
;  .
.
- продольные размеры:
 ;
;  ;
;  ;
;  ;
;  .
.
2. Строим расчетную схему (см. рисунок 1.5):
1)  (1.7)
(1.7)
2)  (1.8)
(1.8)
3)  (1.9)
(1.9)
4)  (1.10)
(1.10)
5)  (1.11)
(1.11)
6)  (1.12)
(1.12)
7)  (1.13)
(1.13)
8)  (1.14)
(1.14)
9)  (1.15)
(1.15)
10)  (1.16)
(1.16)
11)  (1.17)
(1.17)
12)  (1.18)
(1.18)
13)  (1.19)
(1.19)
14)  (1.20)
(1.20)
15)  (1.21)
(1.21)
16)  (1.22)
(1.22)
17)  (1.23)
(1.23)
18)  (1.24)
(1.24)
19)  (1.25)
(1.25)
20)  (1.26)
(1.26)
21)  (1.27)
(1.27)
22)  (1.28)
(1.28)

Рисунок 1.5 – Схема к коррекционному расчету
 Для определения внутренних размеров резца пользуются схемой изображенной на рисунке 1.6.
Для определения внутренних размеров резца пользуются схемой изображенной на рисунке 1.6.
Рисунок 1.6 – Схема построения внутренних размеров
Где
 , (1.29)
, (1.29)
 , (1.30)
, (1.30)
 [4, с.135]. (1.31)
[4, с.135]. (1.31)
 и
и  (см. таблицу 1.1)
(см. таблицу 1.1)
Размеры профиля резца, указанные на чертеже, получились следующим образом:
- продольные размеры от базовой поверхности:
 , (1.32)
, (1.32)
 , (1.33)
, (1.33)
 , (1.34)
, (1.34)
Дата добавления: 2018-02-15; просмотров: 1195; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!