НАЗНАЧЕНИЕ И ТИПЫ ЦИЛИНДРИЧЕСКИХ ФРЕЗ
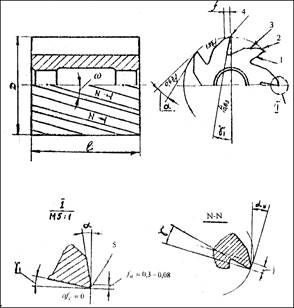
Рис.1.Фреза цилиндрическая со спиральным зубом
Цилиндрическая фреза (рис.1) – режущий инструмент, применяемый для обработки плоскостей при расположении оси фрезы параллельно обрабатываемой поверхности.
Цилиндрические фрезы с мелким зубом предназначены для чистовой, а фрезы с крупным зубом – для черновой обработки плоскостей на горизонтально-расточном станках.
Цилиндрические фрезы со вставными ножами одинарные и составные предназначены для получистовой и обдирочной обработки плоскостей на горизонтально-фрезерных станках.
По направлению зубьев на цилиндрической поверхности различают фрезы с правым и левым направлением зубьев соответственно правому и левому направлению винтовой линии режущей кромки.
Обычно зубья цилиндрических фрез располагаются равномерно вокруг оси, с одинаковым угловым шагом, и только у некоторых типов цилиндрических фрез расположение зубьев по окружности неравномерное. Такое расположение зубьев уменьшает вибрации при работе и способствует увеличению производительности труда, особенно на станках нежесткой конструкции.
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ ЦИЛИНДРИЧЕСКИХ ФРЕЗ
Цилиндрическая фреза состоит из рабочей части, снабженной зубьями с режущими кромками, и корпуса, в котором закрепляются зубья. Отверстие в корпусе служит для крепления на оправке, шпоночный паз в отверстии служит для передачи крутящегося момента через шпонку.
|
|
|
Конструктивными элементами режущей части цилиндрической фрезы (рис.1) являются передняя поверхность 1, задняя поверхность 2, спинка зуба (затылок) 3, ленточка (полоска вдоль режущей кромки) 5 шириной 0,03…0,08 мм, главная режущая кромка 4.
К геометрическим параметрам цилиндрических фрез относятся передний и задний углы, а также угол наклона стружечных канавок.
Передний угол γ образуется плоскостью, касательной и передней поверхности зуба фрезы, и плоскостью, перпендикулярной к плоскости резания. Величины передних углов в сечении N-N (рис.1), перпендикулярно режущей кромке, выбираются в зависимости от обрабатываемого материала в пределах 10…20´.
Задний угол α находится между плоскостью, касательной к задней поверхности зуба фрезы и плоскостью, касательной к наружному цилиндру фрезы. Значения задний углов в плоскости, нормальной к оси фрезы, принимаются для фрез с мелкими зубьями 160, для фрез с крупными зубьями или вставными ножами -120.
Угол наклона канавок (зубьев) ω измеряется по наружной цилиндрической поверхности фрезы между осью фрезы и режущей кромкой или касательной к режущей кромке.
Величины углов наклона зубьев для нормальных фрез выбираются, в зависимости от типа фрезы, следующие:
|
|
|
- с мелким зубом ω=30…350;
- с крупным зубом ω=200;
- со вставными ножами одинарные ω=200;
- со вставными ножами составные ω=450.
ИЗНОС И ХАРАКТЕР ЗАТУПЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ФРЕЗ
Затупление зубьев цилиндрических фрез в процессе работы происходит, в основном, по задней поверхности и в меньшей степени по передней поверхности. Поэтому в качестве критерия притупления цилиндрических фрез принята величина износа μ по задней поверхности.
При обработке стали быстрорежущей фрезой с мелким зубом величина μ=0,2…0,3 мм, а с крупным зубом и со вставными ножами μ=0,7…0,8 мм. При обработке чугуна быстрорежущей фрезой с мелким зубом величина μ=0,2…0,5 мм, а с крупным зубом и со вставными ножами – μ=0,5…0,85 мм.
При переточках должны быть сняты все следы притупления на зубьях цилиндрической фрезы.
ЗАТАЧИВАНИЕ ЦИЛИНДРИЧЕСКИХ ФРЕЗ
Затачивание цилиндрических фрез с остроконечным зубом обычно производится по задней поверхности. Однако затачивание по одной задней поверхности имеет два существенных недостатка: качественное состояние передней поверхности непрерывно ухудшается и уменьшается стойкость фрезы, с каждой переточкой уменьшается высота зуба и объем канавки для помещения стружки, что снижает продолжительность работы фрезы. Поэтому затачивание ее производится по передней и задней поверхностям зубьев. В настоящей лабораторной работе для затачивания цилиндрической фрезы по задней и передней поверхностям используется универсально-станочный станок типа 3А64.
|
|
|
Перед затачиванием станок оснащается центровыми приспособлениями (передняя и задняя бабки), устанавливаемыми на опорную плоскость поворотного стола заточного станка с помощью направляющих шпонок и прижимных пластинок. Задняя бабка снабжается подвижным, а передняя – неподвижным центрами.
Для получения более правильной цилиндрической формы фрезы необходимо проверить параллельность центров закрепленных бабок станка относительно направления продольного хода стола. При помощи индикаторов на магнитной стойке, установленной на нижнем столе, достигается такое положение (поворачивая верхний стол), при котором отклонение от параллельности по индикатору на концах оправки не будет превышать 0,01 мм.
КОНТРОЛЬ ЦИЛИНДРИЧЕСКИХ ФРЕЗ ПОСЛЕ ЗАТОЧКИ
После затачивания цилиндрической фрезы производится проверка ее рабочих размеров и геометрических параметров.
Конструктивные элементы цилиндрической фрезы измеряют штангенциркулем (наружного и внутреннего диаметра, ширины или длины) или микрометром типа МК (наружного диаметра и ширины при допуске до 0,25 мм).
Угол наклона зубьев контролируют с помощью маятникового угломера. Измерение может производится на поверочной плите; перед измерением необходимо проверить нулевое показание прибора по плоскости поверочной плиты.
Дата добавления: 2021-02-10; просмотров: 137; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!