Системы координат станков с ЧПУ
Практическое занятие №7
Кодирование информации в станках с ПУ
Цель: Научиться задавать с помощью чисел перемещения исполнительных органов или координаты точек обрабатываемой поверхности
Основные теоретические сведения
Отличие технологической подготовки обработки на станках с ЧПУ от станков с ручным управлением состоит в необходимости кодирования технологической и геометрической информации и нанесения ее на программоноситель.
Управляющая программа (УП) для станка с ЧПУ представляет собой совокупность элементарных команд, определяющую последовательность и характер перемещений и действий исполнительных органов станка при обработке конкретной заготовки. При этом вид и состав элементарных команд зависит от типа системы ЧПУ станка и языка программирования, принятого для данной системы.
Управляющая информация записывается на программоносителе или в ОЗУ кадрами. Каждый кадр содержит информацию для выполнения одного перехода. В каждом последующем кадре задается информация, изменяющаяся по отношению к предыдущему. Кадры состоят из слов, расположенных в определенном порядке. Слово состоит из двух частей: первая часть – адрес; вторая часть – содержимое адреса. Адрес определяет действие, которое надо выполнить, а содержимое адреса определяет количество этого действия.
Каждый кадр программы управления должен содержать следующие слова:
|
|
|
Слово «Номер кадра»
Информационные слова
Символ «Конец кадра»
Информационные слова в кадре должны записываться в следующей последовательности:
Слово (или слова) «Подготовительная функция»
Слова «Размерные перемещения»
Слово «Функция подачи»
Слово «Скорость главного движения»
Слово «Функция инструмента»
Слово (или слова) «Вспомогательная функция»
Например: N45 G01 Х3 Y5 – кадр УП,
N45 – номер кадра
G01 – информационное слово «Подготовительная функция» (линейная интерполяция)
G, Х, Y – адрес,
01, 3, 5 – число (содержимое адреса)
В таблице 1 представлены значения символов других адресов.
Таблица 1 Значения символов адресов

Основные (в стандарте называются подготовительными) команды языка начинаются с буквы G:
· перемещение рабочих органов оборудования с заданной скоростью (линейное и круговое;
· выполнение типовых последовательностей (таких, как обработка отверстий и резьб);
· управление параметрами инструмента, системами координат, и рабочих плоскостей.
Технологические команды языка начинаются с буквы М. Включают такие действия, как:
· Сменить инструмент
· Включить/выключить шпиндель
· Включить/выключить охлаждение
|
|
|
Вызвать/закончить подпрограмму
По мере развития станков с ЧПУ было разработано несколько языков программирования для составления управляющих программ.
В настоящее время наибольшее распространение получил универсальный международный язык программирования ИСО-7бит, который иногда еще называют CNC-кодом или G-кодом.
В нашей стране действует также специальный государственный стандарт России ГОСТ 20999-83 «Устройства числового программного управления для металлообрабатывающего оборудования. Кодирование информации управляющих программ».
Современные международные и отечественные требования к управляющим программам станков с ЧПУ в основном соответствуют друг другу.
Код языка программирования ИСО-7бит относится к буквенно-цифровым кодам, в котором команды управляющей программы записываются в виде специальных слов, каждое из которых представляет собой комбинацию буквы и числа.
Системы координат станков с ЧПУ
В станках с ЧПУ наиболее широко используют прямоугольные системы координат.
Прямоугольная система координат содержит либо две оси координат (двухмерная система) - для определения положения точек на плоскости, либо три оси (трехмерная система) - для определения положения точек в пространстве.
|
|
|
Для прямоугольной системы координат характерны следующие признаки:
1. координатные оси располагаются взаимно перпендикулярно;
2. координатные оси имеют общую точку пересечения (начало отсчета координат);
3. координатные оси имеют одинаковый геометрический масштаб
Перемещение инструмента
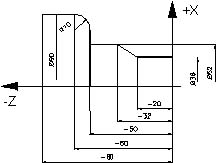
Перемещение инструмента в программе можно задавать двумя способами, в абсолютной и относительной системах отсчета.
В абсолютной системе координат все перемещения, выполняемые станком, задаются в такой системе координат, начало отсчета которой остается неизменным при всех перемещениях. В качестве фиксированного начала координат заранее выбирается некоторая точка в пространстве, лежащая в области перемещений исполнительных органов станка. Как правило, в этом качестве выбирается нулевая точка заготовки.
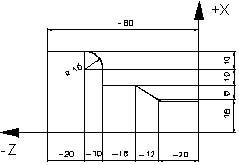
В относительной системе координат каждое перемещение исполнительных органов станка задается относительно конечной точки предыдущего перемещения, т. е. задается в приращениях. Иногда относительную систему называют приращениями.
А б
|
|
|
Рисунок 1 – Осчет перемещений:
А – абсолютная система координат, Б – относительная система координат
Задание:
1. Сделать конспект, ответив на вопросы:
- что такое управляющая программа для станка с ЧПУ
- что такое кадр управляющей программы и из чего он состоит?
- последовательность записи информационных слов в кадре и записать пример.
- записать таблицу 1.
- какой язык программирования получил наибольшее распространение
- какой ГОСТ в России отвечает за кодирование информации управляющих программ?
- что такое прямоугольная система координат? какие ей признаки характерны?
-способы перемещения инструмента, чем они отличаются, зарисовать рисунок 1.
Дата добавления: 2020-12-12; просмотров: 126; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!