Методические указания для решения задач 41-45.
Рекомендуется следующая последовательность решения и оформления задачи.
По заданным номинальным размерам и предельным отклонениям составляющих звеньев определить номинальный размер и предельные отклонения замыкающего звена. Составляющие звенья: А1=120 ± 0,027; А2= 40  ; А3=20-0,021; А4=30
; А3=20-0,021; А4=30  ;
;
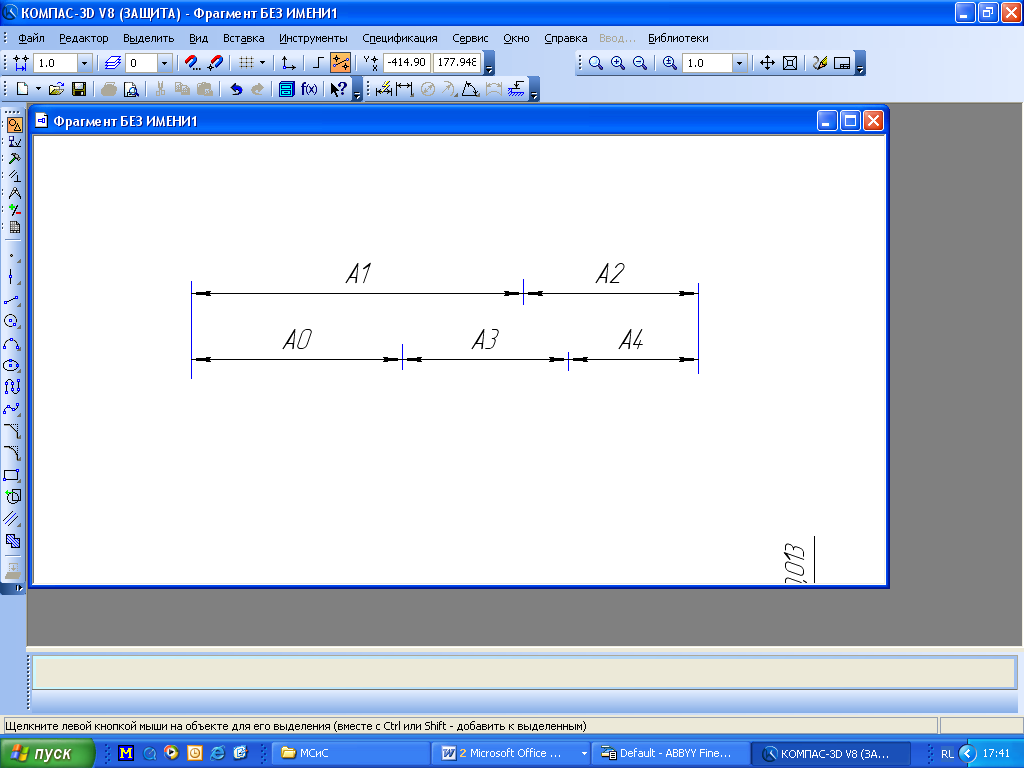
Рисунок 2 - Схема размерной цепи.
Решение:
1. Уравнение размерной цепи:
А0=(А1+А2)-(А3+А4)
2. Звенья А1 и А2 –увеличивающие; А3 и А4 – уменьшающие.
3. Номинальный размер замыкающего звена:
А0=(120+40)-(20+30)=110 мм
4. Верхнее отклонение замыкающего звена:
ES(A0)= ∑ ES(Ai ув )-∑ EI(Aj ум) =(0,027+0,019)-(-0,021+(-0,195))=0,262 мм
5. Нижнее отклонение замыкающего звена:
EI(A0) = ∑ EI(Aj ув)- ∑ ES(Ai ум)= (-0,027+0,08)-(0+(-0,065))=0,118 мм
6. Допуск замыкающего звена:
TA0= ES(A0)- EI(A0)=0,262-0,118=0,144 мм.
7. А0= 110(  )
)
Задача 46-50.
По заданным в табл. 14 номинальным размерам всех звеньев размерной цепи и заданному допуску замыкающего звена определить допуски составляющих звеньев.
Таблица 5 - Исходные данные к задачам 46-50.
| № задачи | Размеры составляющих звеньев, мм | Размер замыкающего звена, мм | Размерная цепь | |||
| А1 | А2 | А3 | А4 | |||
| 46 | 22 | 38 | 15 | 41 | 4+0,033 |
|
| 47 | 30 | 40 | 18 | 49 | 3+0,082 | |
| 48 | 35 | 45 | 22 | 56 | 2+0,143 | |
| 49 | 40 | 50 | 28 | 59 | 3+0,231 | |
| 50 | 28 | 72 | 32 | 64 | 4+0,392 | |

Методические указания для решения задач 46-50.
Рекомендуется следующая последовательность решения и оформления задачи.
По заданным номинальным размерам всех звеньев размерной цепи и заданному допуску замыкающего звена определить допуски составляющих звеньев.
|
|
|
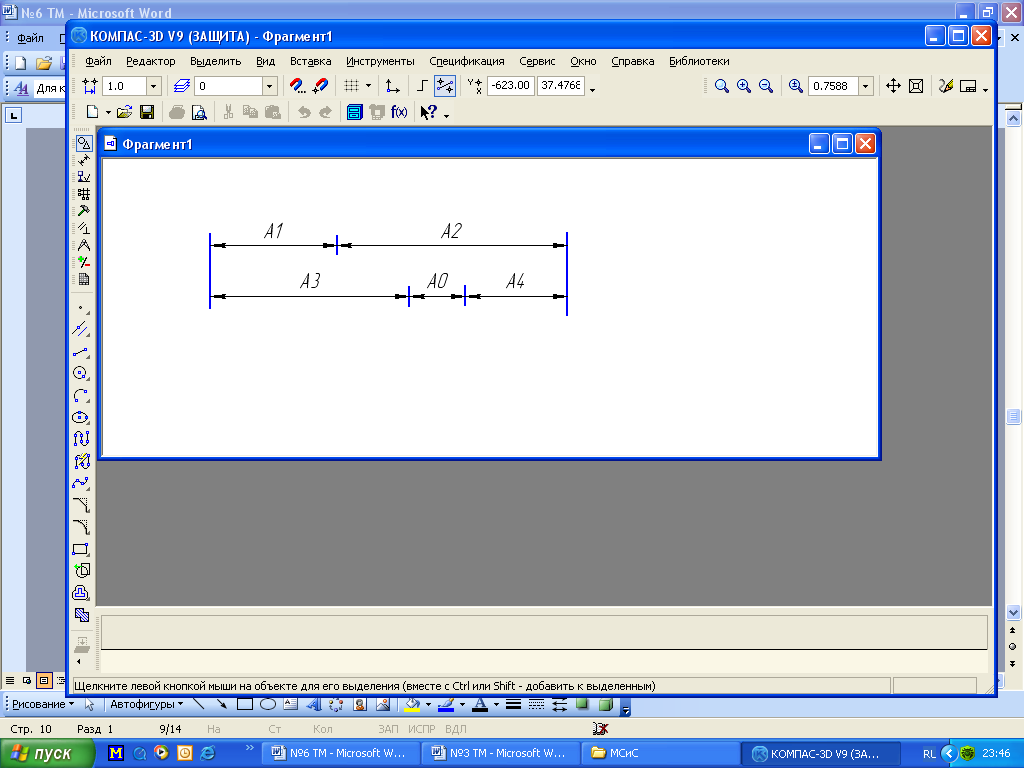
Рисунок 3 - Размерная цепь.
А1=20
А2=45
А3=10
А4=52
А0=3 +0,538
Решение:
1. Определяются числовые значения единиц допусков составляющих звеньев по таблице 6:
Таблица 6 – Значение единицы допуска i для интервалов номинальных размеров.
| Основные интервалы размеров, мм | До 3 | Св. 3 до 6 | Св. 6 до 10 | Св. 10 до 18 | Св. 18 до 30 | Св. 30 до 50 | Св. 50 до 80 | Св. 80 до 120 |
| i, мкм | 0,55 | 0,73 | 0,9 | 1,08 | 1,31 | 1,56 | 1,86 | 2,17 |
А1=20 мм i=1,31 мкм
А2=45 мм i=1,56 мкм
А3=10 мм i=0,90 мкм
А4=52 мм i=1,86 мкм
Находится число единиц допуска:
а=ТА0 /∑ii = 538/(1,31+1,56+0,90+1,86)=96
Ближайшее число единиц а=10 соответствует 11 квалитету (таблица 7)
Таблица 7 – Количество единиц допуска a в допусках 5 – 17 квалитетовпо ГОСТ 25346-2013.
| Квалитет | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 |
| а | 7 | 10 | 16 | 25 | 40 | 64 | 100 | 160 | 250 | 400 | 640 | 1000 | 1600 |
| Интервалы размеров,мм | Номер квалитета | |||||||||||
| 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | |
| Свыше 3 до 6 | 2,5 | 4 | 5 | 8 | 12 | 18 | 30 | 48 | 75 | 120 | 180 | 300 |
| »6» 10 | 2,5 | 4 | 6 | 9 | 15 | 22 | 36 | 58 | 90 | 150 | 220 | 360 |
| »10» 18 | 3 | 5 | 8 | 11 | 18 | 27 | 43 | 70 | 110 | 180 | 270 | 430 |
| »18» 30 | 4 | 6 | 9 | 13 | 21 | 33 | 52 | 84 | 130 | 210 | 330 | 520 |
| »30»50 | 4 | 7 | 11 | 16 | 25 | 39 | 62 | 100 | 160 | 250 | 390 | 620 |
| »50» 80 | 5 | 8 | 13 | 19 | 30 | 46 | 74 | 120 | 190 | 300 | 460 | 740 |
| »80» 120 | 6 | 10 | 15 | 22 | 35 | 54 | 87 | 140 | 220 | 350 | 540 | 870 |
| »120» 180 | 8 | 12 | 18 | 25 | 40 | 63 | 100 | 160 | 250 | 400 | 630 | 1000 |
| »180» 250 | 10 | 14 | 20 | 29 | 46 | 72 | 115 | 185 | 290 | 460 | 720 | 1150 |
| »250» 315 | 12 | 16 | 23 | 32 | 52 | 81 | 130 | 210 | 320 | 520 | 810 | 1300 |
| »315» 400 | 13 | 18 | 25 | 36 | 57 | 89 | 140 | 230 | 360 | 570 | 890 | 1400 |
| »400» 500 | 15 | 20 | 27 | 40 | 63 | 97 | 155 | 250 | 400 | 630 | 970 | 1550 |
2. По таблице 8 на размеры составляющих звеньев назначаются допуски по 11 квалитету.
|
|
|
Таблица 8 – Значение допусков 3-14 квалитетов для размеров до 500 мм ГОСТ 25346-2013.
А1=20 мм IT=130 мкм
А2=45 мм IT=160 мкм
А3=10 мм IT=90 мкм
А4=52 мм IT=190 мкм
При этих допусках не обеспечивается равенство суммы допусков составляющих звеньев. Поэтому считается одно звено А3 увязочным, допуск для него вычисляется по формуле:
ТА3=ТА0-(ТА1+ТА2+ТА4) =538-(130+160+190)=58 мкм
По таблице 17 допуск соответствует 10 квалитету.
Принимается условно, что увеличивающие звенья имеют отклонения положительные, а уменьшающие - отрицательные.
|
|
|
А1=20+0,13 ; А2=45+0,16; А3=18-0,058 ; А4=52-0,19 ; А0=3+0,538
Производим проверку:
ТА0=∑ТАi =0,13+0,16+0,58+0,19=0,538 мм
Вопросы со 51 по 85.
51. Значение взаимозаменяемости при современной организации производства.
52. Определение взаимозаменяемости нее виды (функциональная и геометрическая, полная и неполная, внешняя и внутренняя).
53. Размеры (номинальный, действительный, предельный). Допуск размера.
54. Посадка, виды посадок.
55. Образование посадок в системе отверстия и системе вала.
56. Отклонения и допуски формы поверхностей: определения и виды отклонений.
57. Отклонения и допуски расположения поверхностей: определения и виды отклонений.
58. Шероховатость поверхности: параметры шероховатости, их определение.
59. Условное обозначение шероховатости поверхности.
60. Государственная система обеспечения единства измерений (ГСИ), её назначение и содержание.
61. Основные метрологические показатели измерительных средств.
62. Гладкие калибры: определение, классификация, условное обозначения.
63. Выбор измерительных средств в машиностроении: факторы, влияющие на выбор этих средств.
64. Допуски на угловые размеры.
65. Методы и средства измерения углов и конусов в зависимости от их точности.
|
|
|
66. Контроль резьбы калибрами.
67. Понятие о шлицевых калибрах.
68. Размерные цепи: термины, определения и обозначения.
69. Классификация средств автоматизации и контроля.
70. Активный контроль. Виды устройств активного контроля.
71. Сущность сертификации.
72. История развития.
73. Этапы проведения сертификации.
74. Правовые основы сертификации.
75. Международная сертификация.
76. Сертификация систем обеспечения качества.
77. Организационно-методические принципы сертификации.
78. Правила по проведению сертификации.
79. Порядок проведения сертификации.
80. Закон РФ "О сертификации продукции и услуг».
81. Области применения добровольной и обязательной сертификации.
82. Принципы организации работ по сертификации систем качества (по ГОСТ Р 40.002-2000).
83. Схемы сертификации продукции.
84. Схемы сертификации услуг.
85 Экологическая сертификация.
Дата добавления: 2020-11-29; просмотров: 200; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!