Спроектировать токарную операцию механической обработки
Металлорежущее оборудование и его основные характеристики
Токарно-винторезный станок модели 16К20 высота центров 215 мм. Расстояние между центрами до 2000 мм. Мощность двигателя NM=10кВт; КПД станка h=0.75. Частота вращения шпинделя мин-1: 12.5; 16; 20; 20; 25; 31,5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250; 1600. Продольные подачи мм/об: 0.05; 0.06; 0.075; 0.09; 0.1; 0.125; 0.15; 0.175; 0.2; 0.25; 0.25; 0.3; 0.35; 0.4; 0.5; 0.6; 0.7; 0.8; 1; 1.2; 1.4; 1.6; 2; 2.4; 2.8. Поперечные подачи мм/об: 0.025; 0.03; 0.0375; 0.045; 0.05; 0.0625; 0.075; 0.0875; 0.1; 0.125; 0.15; 0.175; 0.2; 0.25; 0.3; 0.35; 0.4; 0.5; 0.6; 0.7; 0.8; 1; 1.2; 1.4. Максимальная осевая сила резания, допускаемая механизмом подачи, PX=6000 Н.
Станочное приспособление для установки и закрепления детали
Патрон трехкулачковый ГОСТ 2675-63
Диаметр наружный - 400 мм
Диаметр присоединительного пояска - 340 H7
Диаметр расположения крепежных отверстий – 11 мм.
Диаметр расположения крепежных отверстий – 368 мм.
Высота корпуса – 105 мм.
Максимальный наружный диаметр, зажимаемого в прямых кулачках – 350 мм.
Максимальный внутренний диаметр, зажимаемого в прямых кулачках – 530 мм.
Максимально допустимая частота вращения – 2500 об/мин
Минимальная суммарная сила зажима - 65000 DaH
Масса патрона - 16/25 кг.
Диаметр отверстия в корпусе -136 мм
Режущий инструмент и его основные характеристики
Резец проходной упорный, Т5К10-16х16, СТП39.06-74.
Линейка - 500, ГОСТ 427-75.
Штангенциркуль ШЦ III-400, 0.1, ГОСТ 166-80.
Определить по нормативам режимы резания в следующем порядке
|
|
|
Глубина резания
С учетом того, что обработка данной поверхности чистовая, выбираем глубину резания  (Лит 3)
(Лит 3)
Подачу и скорректировать ее по паспорту станка
Радиальная подача при токарном точении 
Скорость резания
определим скорость резания

С учетом табличных коэффициентов


Частоту вращения шпинделя с деталью или инструментом, скорректировать ее по паспорту станка и рассчитать действительную скорость резания
Частота вращения шпинделя  принимаем стандартную частоту вращения 200 (мин-1) и
принимаем стандартную частоту вращения 200 (мин-1) и 
Мощность резания сравнить ее с эффективной мощностью станка и сделать вывод о возможности обработки
Мощность резания 
Рассчитать основное время на операции
Основное время перехода  вспомогательное время, связанное с приемами управления станком и измерением детали,
вспомогательное время, связанное с приемами управления станком и измерением детали, 
Время на переход – точение под меру и под шлифовку с образованием радиуса R2: 
Технологическая карта наладки станка на токарную операцию
а) установить и закрепить деталь.
б) Патрон трехкулачковый ГОСТ 2675-63
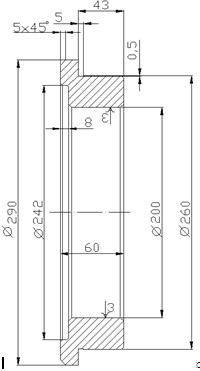
в) Точить Æ290 L=17, Æ260 L=43, Æ242 L=8. Снять фаски 5х45 и 2х45
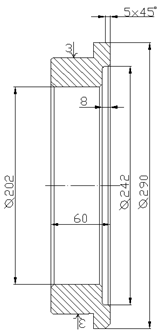
Точить Æ202 L=60 снять фаски 2х45.
|
|
|
Переустановить деталь
Точить снять Æ260 L=43 фаски 2х45.
Точить паз Æ260 L=5 H=0.5
г) Резец проходной упорный, Т5К10-16х16, СТП39.06-74
Разработка маршрута обработки детали, эскизы обработки на каждую операцию с условным изображением базирования и закрепления детали, обработанные поверхности с размерами и допусками, а также шероховатость поверхностей
| Наименование и содержание операции | Оборудование | Приспособления | Режущий и мерительный инструмент | Схема базирования | ||||||||
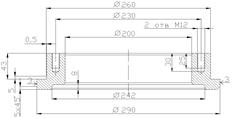
| Токарная : · Точить чисто поверху Ø260 · Точить чисто поверху Ø285 · Снять фаски 2x45 Ø260 · Точить паз Ø259.75 L=5 · Точить чисто Ø242 · Точить чисто Ø202 · Точить паз L=5 H=0.5 · Снять фаски 5x45 Ø285 · Снять фаски 2x45 Ø242 · Снять фаски 2x45 Ø200
| 16К20 | Патрон трехкулачковый ГОСТ 2675-63
| Резец проходной упорный, Т5К10-16х16. Штангенциркуль ШЦ III, 0-500, 0.1, ГОСТ166-80. |
| ||||||||
| Вертикально-сверлильная · Сверлить 2 отверстия Ø 11 L=30 · Нарезать резьбу М12 L=25
| 2H125 | Патрон трехкулачковый ГОСТ 2675-63, центр вращающийся ГОСТ 8742-62, центр упорный ГОСТ 13214-75 | сверло спиральное с цилиндрическим хвостовиком по ГОСТ 10903-77, Æ11 мм, Т5К6.
Метчик М12 S=1.75 ГОСТ 3266-81 Штангенциркуль ШЦ I, 0-125, 0.1.
|
| ||||||||
| Внутришлифовальная · Шлифовать Ø 200Н7 | 3Б151 | Патрон трехкулачковый ГОСТ 2675-63, центр вращающийся ГОСТ 8742-62, центр упорный ГОСТ 13214-75 | Шлифовальный круг – ПП 150х20х80 34А 40 СТ3 6 К5 35м\с А 1. ГОСТ 2424-83 Штангенциркуль ШЦ III, 0-500, 0.1. | 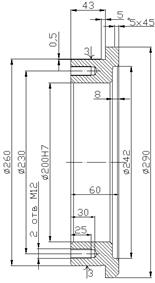
| ||||||||
ПЕРЕЧЕНЬ ССЫЛОК
1. А.А. Гусев Е.Р. Ковальчук Технология машиностроения – М.: Машиностроение 1986 -490 с.
2. Справочник технолога-машиностроителя (под редакцией Малова А.Н.) – М.: Машиностроение, 1972 – 633 стр.
3. Калашников Б.В., Максименко Э.В. Анализ эффективности механизации и автоматизации производства – Киев: Высшая школа, 1981 – 304 стр.
4. ГОСТ 7505-89. Поковки стальные штампованные. Допуски, припуски и кузнечные напуски. – М.: Издательство стандартов, 1970 – 12 стр
5. Горбацевич А.Ф., Шкред В.А. Курсовое проектирование по технологии машиностроения. – Минск: Высшая школа, 1983 – 256 стр.
6. Справочник технолога-машиностроителя в 2-х томах (под редакцией Косиловой А.Г., Мещерякова Р.К.). – М.: Машиностроение, 1985 г – Т.1 – 656 стр.
7. Справочник технолога-машиностроителя в 2-х томах (под редакцией Косиловой А.Г., Мещерякова Р.К.). – М.: Машиностроение, 1985 г – Т.2 – 496 стр.
|
|
|
8. Общемашиностроительные нормативы вспомогательного времени на обслуживание рабочего места и подготовительно-заключительного нормирования станочных работ. Серийное производство. – М.: Машиностроение, 1974 г – 421 стр.
Дата добавления: 2020-01-07; просмотров: 297; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!