Розрахунок шліцьової частин протяжки
Припуск на шліцьові зубці
Шліцьові зубці протяжки, незалежно від її типу, знімають припуск 3 (див. мал.2), величина якого розраховується по формулі
Аш = Dmax - dф. - d=65,3-57,3-0,05=7,95, мм,
де Dmax – максимальний зовнішній діаметр втулки, що протягується, з урахуванням допуску, мм,
dф. – діаметр фаски в основі шліцу,
d=0,02 - 0,05 мм - допуск на розбивання отвору.
Весь припуск Аш знімають чорнові, перехідні та чистові зубці протяжки. Припуск на перехідні групи (Аш пер) та чистові зубці (Аш чист) вибирають з таблиць 5 і 6 відповідно.
Припуск на чорнову частину розраховують по формулі
Ашчерн = Аш – (Аш пер + Аш чист)=7,95 – 0,32 – 0,04=7,59 мм.
Розрахунок кількості зубців
Кількість чорнових зубців
 шт., приймаю
шт., приймаю 
де Szч – підйом на зуб у чорнових секціях по п.4.3.
Якщо виходить дробове число, то його округляють у меншу сторону до найближчого цілого числа, а не знятий припуск переноситься на перехідні секції.
Кількість перехідних зубів
 шт., конструктивно приймаю
шт., конструктивно приймаю 
Кількість чистових (Zшчист) та калібруючих (Zшкал) зубців вибирається по табл.3.6.
Параметри викружок
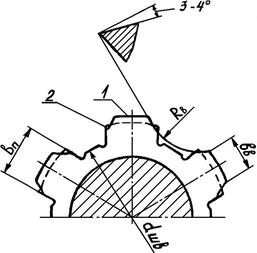
Рисунок 8 – Профіль чорнових і перехідних шліцьових зубів
Шліцьові чорнові і перехідні зуби групуються в секції, причому перші зуби в кожній секції мають на бічних сторонах викружки для розподілу стружки по ширині, а другі виконуються без викружок, занижені по діаметрі на 0,02 – 0,04 мм для компенсації пружної деформації металу втулки. Радіус викружки вибирається графічно так, щоб ширина першого зуба секції була приблизно на половину менше ширини другого зуба. Глибина викружки повинна бути не менше 3Sz.. На зубах, діаметр яких більше dф+2,5 мм, роблять бічні піднутрення (кут j1) для зменшення тертя між бічною поверхнею зуба й обробленою поверхнею (мал. 8).
|
|
|
Чистові зубці виконують не секціонированими з підйомом на кожен зубець. Викружок на чистових і калібруючих зубцях немає.
Розрахунок довжини шліцьової частини протяжки
Для підвищення точності обробленої поверхні шаг чистових та калібруючих зубців приймають меншим, ніж шаг чорнових зубців tчист = (0,7 – 0,8)t=15 мм.
ℓш = (Zш черн + Zш пер)*t +(Zш чистий + Zш кал)* tчист = (42+6)*17+(2+3)*13=881 мм.
Визначення конструктивних розмірів протяжки
Визначення діаметрів зубців
Усі чорнові та перехідні зубці у фасочній, круглій та шліцьовій частинах протяжки об’єднані у групи. У межах кожної групи зубці відрізняються між собою шириною, між групами – діаметром.
Діаметри перших зубців грип визначають шляхом додатка подвійного підйому на зубець до діаметра першого зубця попередньої групи
|
|
|
di+1 = di+ 2 Szч, мм.
Діаметр другого зубця групи виконуються меншим по діаметрі на 0,02–0,04мм для компенсації пружної деформації оброблюваного металу.
Зубці у чистових частинах протяжки виконують несекціонованими, тобто діаметр кожного наступного зубця розраховується по формулі:
di+1 = di+ 2 Sz истч, мм.
Діаметри останнього чистового зубця і всіх калібруючих однакові і рівні максимальному діаметру оброблюваної втулки з урахуванням допуску на розбиття:
для круглої частини протяжки dmax - d = 56,03 – 0,03 = 56 мм,
для шліцьової частини Dmax - d = 65,3 – 0,05 = 65,25 мм,
де d=0,02 - 0,05 мм - допуск на розбиття отвору.
Передня направляюча
Передня направляюча призначена для встановлення оброблюваної втулки співвісною з протяжкою, завдяки чому знімається рівномірний припуск по всьому периметру отвору.
За довжину передньої направляючої приймається відстань від кінця перехідного конусу до першого ріжучого зубця, включаючи ширину першої западини між зубцями.
Довжина передньої направляючої вибирається в залежності від відношення довжини втулки, що протягається L, до її діаметра D
при L/D£1,5 lпн = L = 75 мм;
Форма та діаметр передньої направляючої приймається рівним діаметру отвору до протягування Dпн = D0 з допуском по ¦7.
|
|
|
Шийка та перехідний конус
Ці елементи призначені для з’єднання хвостовика протяжки з її робочою частиною. Довжина перехідної шийки повинна забезпечити можливість приєднання протяжки до патрону протяжного верстата.
Перехідний конус виконується для забезпечення легкого вводу направляючої протяжки в оброблювану втулку. Довжина перехідного конуса l3 = 10 - 20 мм, в залежності від діаметра
Мінімальна довжина шийки визначається в залежності від типу верстата та довжини оброблюваної деталі.
lш = lст – lпк – lпн=190+75-10-75=180 мм,
де Lст - мінімальний розмір від торця хвостовика протяжки до першого ріжучого зубця (див. табл. 3.8),
l3 = 10 мм – довжина перехідного конусу, мм,
l4 = 75 мм – довжина передньої направляючої, мм.
Розраховану довжину збільшують на 5-30 мм для більш вільного оперування з хвостовиком.
Діаметр перехідної шийки приймається меншим ніж діаметр хвостовика на 0,3-1 мм з допуском по h14. Шийка оброблюється з чистотою поверхні Ra3,2 і використовується для маркування протяжки та зварювання.
Задня направляюча
Задня направляюча (l7 рис. 1)призначена для того, щоб виключити можливість перекосу обробленої деталі в момент виходу з неї останнього зубця протяжки і пошкодження обробленої поверхні.
|
|
|
Форма та діаметр задньої направляючої Dзн приймається рівним номінальному діаметрові оброблюваного отвору з допуском по ¦7.
Довжина задньої направляючої залежить від довжини оброблюваної втулки і вибирається з табл. 10.
Таблиця 10 – Довжина задньої направляючої, мм
| Довжина оброблюваної втулки, L | 70-100 |
| Довжина задньої направляючої, lзн | 60 |
Загальна довжина протяжки
Загальна довжина протяжки розраховується як сума довжин усі складових частин протяжки
L= l1+ l2+ l3+ l4+ lф+lш+lкр+ lзн = =90+180+10+75+272+890+287+60= =1939 мм.
Довжина протяжки перевищує величину, що допускається технологічними можливостями її виготовлення (див. табл. 3.11), і параметрами верстата (див. табл. 3.8), тому виготовляємо дві протяжки з рівномірним розподілом зубців.
Таблиця 3.11 – Граничні довжини протяжок,
Оброблюваних у центрах, мм
| Діаметр протяжки | більш 70 |
| Припустима довжина протяжки | 1500 |
Список использованной литературы
1. Методичні вказівки до виконання курсового проекту з дисципліни „Різальний інструмент”. Розрахунок інструментів для обробки зубчастих коліс та шліцьових валів./ Укл.: Малишко І.О., Кисельова І.В. – Донецьк: ДонНТУ, 2007. – 48 с.
2. Косилова А.Г., Мещеряков Р.К. Справочник технолога – машиностроителя. В 2–х т. – М.: Машиностроение, 1985. – Т.2 – 496 стр.
3. Методические указания к выполнению контрольных работ по курсу «Проектирование и производство металлорежущих инструментов»/Сост.: И.А. Малышко, С.Л. Толстов. – Донецк : ДПИ, 1991. – 39с.
4. Справочник инструментальщика/ И.А. Ординарцев и др. – Л.: Машиностроение, 1987. – 846 с.
5. Методичні вказівки до виконання курсового проекту з дисципліни „Різальний інструмент”. Розрахунок комбінованої протяжки для обробки шліцьової втулки, / Укл.: Кисельова І.В. – Донецьк: ДонНТУ, 2007. – 22 с.
Дата добавления: 2019-09-02; просмотров: 343; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!