Определение размеров элементов зажима заготовки
Определение диаметра резьбы шпильки прихвата. Исходя из прочности материала шпильки и при одинаковой длине плеч прихвата b диаметр резьбы шпильки определяется по формуле:
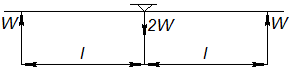

W – сила зажима – 1609,5 кг
 - допускаемое напряжение на растяжение для шпилек из стали 45 - 1700 кг/см2, из стали 40Х - 2500 кг/см2
- допускаемое напряжение на растяжение для шпилек из стали 45 - 1700 кг/см2, из стали 40Х - 2500 кг/см2
Принимается шпилька с резьбой М20.
Определение размеров прихвата.

Ширина прихвата B принимается (3…3,5) dшп
B=3,1·dшп=3,1·20=62 мм
Высота прихвата h принимается (1,1…1,3) dшп
h=1,2·dшп=1,2·20=24 мм
Длина прихвата L принимается (6…10) dшп
L=7·dшп=8·20=160 мм
Ширина паза b= dшп=20 мм
Длина паза зависит от величины смещения прихватов при выполнении установа.
l= dшп+c=20+43=63 мм
с – максимальная величина смещения прихватов с=Dмакс+к+1=32+10+1=43 мм
Dмакс – максимальный диаметр фрезы – 40 мм
к – максимальная длина контакта прихвата с заготовкой – 10 мм Размер l1 определяется при выполнении компоновки, он должен быть ≥ 6 мм.
По ГОСТ 12937-67 принимаются плоские передвижные прихваты.
Выбор гидроцилиндров
Гидроцилиндры по сравнению с пневмоцилиндрами имеют следующие преимущества: развивают большую силу зажима при минимальных диаметральных размерах; высокая стабильность силы зажима, что даёт возможность исключить погрешность закрепления; высокое быстродействие.
Для данной схемы закрепления заготовки принимаются толкающие гидроцилиндры двухстороннего действия.
|
|
|
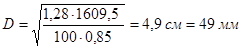
Определяем диаметр цилиндра по формуле:

D – диаметр цилиндра - см
W – сила зажима – 1609,5 кг
p – давление в цилиндре 100 кг/см2
η – КПД - 0,85.
По нормали МН 2251-61 принимается гидроцилиндр ближайшего большего значения с D = 50 мм, с длиной хода штока 15 мм. Нормаль предусматривает ряд диаметров: 40,50,60,80,100 мм с минимальной длиной 70 мм. В штоке имеется резьбовое отверстие М12 для установки шпильки с минимальным выступанием 10 мм, в крышке имеется резьбовое отверстие – М16 для крепления цилиндра. Рабочее давление P = 10МПа (100кг/см2).
Расчет на прочность “слабых” звеньев конструкции
Слабым звеном конструкции является прихват, ослабленный пазом при работе на изгиб.
Напряжение при одинаковой длине плеч прихвата определяется по формуле:
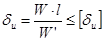
W – сила зажима – 1609,5 кг
l – длина плеча – см
W’ – момент сопротивления сечения прихвата – см3
 - допускаемое напряжение на изгиб: для стали 45 – 2000 кг/см2, для стали 40Х – 3000 кг/см2.
- допускаемое напряжение на изгиб: для стали 45 – 2000 кг/см2, для стали 40Х – 3000 кг/см2.

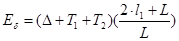
L – длина прихвата 160 мм
dшп – диаметр шпильки в штоке цилиндра – 16 мм
к – максимальная длина контакта прихвата с заготовкой – 6 мм (в установах А и Б)
е – величина отступа шпильки цилиндра от торца прихвата – 2 мм

B – ширина прихвата 6,2 см
|
|
|
b – ширина паза 2 см
h – толщина прихвата 2,4 см

Расчет удовлетворяет прочности прихвата.
Определение погрешности базирования
Погрешность базирования при установке заготовки на цилиндрический и срезанный палец определяется по формуле:
Изготовление деталей или изделий партиями – характерная особенность серийного типа производства.
 - минимальный диаметральный зазор между пальцем ø20f7 и отверстием ø20H9 - 0,02мм
- минимальный диаметральный зазор между пальцем ø20f7 и отверстием ø20H9 - 0,02мм
 - допуск на изготовление пальца ø20f7 - 0,021 мм
- допуск на изготовление пальца ø20f7 - 0,021 мм
 - допуск на изготовление отверстия ø20H9 - 0,052 мм
- допуск на изготовление отверстия ø20H9 - 0,052 мм
 - наибольшее расстояние от центра срезанного пальца до обрабатываемого контура детали 149 мм
- наибольшее расстояние от центра срезанного пальца до обрабатываемого контура детали 149 мм
L - расстояние между пальцами 457 мм
 =0,15 мм
=0,15 мм
Что соответствует требуемой точности обработки детали с учетом других погрешностей обработки.
Литература
1. Добрыднев И.С. Курсовое проектирование по предмету «Технология машиностроения». –М.: Машиностроение, 1985г.
2. Данилевский В.В. Технология машиностроения. –М.: Высшая школа, 1984г.
3. Обработка металлов резанием: Справочник технолога под ред. Панова А.А. –М.: Машиностроение, 1988г.
4. Силантьева Н.А. Малиновский В.Р. Техническое нормирование труда в машиностроении. –М.: Машиностроение, 1990г.
|
|
|
5. Справочник «Приспособления для металлорежущих станков» под ред. Горошкина А.К. –М.: Машиностроение, 1965г.
6. Справочник технолога-машиностроителя под ред. Косиловой А.Г. и Мещерякова Р.К. Т.1,2. –М.: Машиностроение, 1986г.
7. Справочник металлиста под ред. Малова А.Н. Т.1-5. –М.: МАШГИЗ, 1960г.
8. Каталоги инструмента фирмы «САНДВИК Коромант»
Дата добавления: 2019-09-02; просмотров: 463; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!